från hemsidan för VM Motori där det visar sig att Sintercast har varit blygsamma. Den har 250 hkr och inte 240 hkr...:
Glöm inte vad jag skrev tidigare. ( nedan ) med reservationen att det INTE kommer helt i form av CGI men det är tonvikt på CGI-produktion. Det räcker långt.
Den motorn togs bort ur orderboken när GM var nära att konkursa. Den kan komma igen.
Det kommer stora viktminskningskrav i USA bland stora och halvstora trucks.
Det är anmärkningsvärt att denna anläggningen kommer igång så snabbt och skall producera 50.000 enheter redan i jan-11. Det ger över en milj i löpande royalty/år till Sintercast
Vi vet redan att 70 % av NASCAR-bilarna använder Sintercast CGI, Ford och Toyota är ibland dessa.
Det har kommit nya siffror från USA. Fords Super Duty har uppfyllt kalkylerna redan
Min egen Kommentar: Alltså är det klart realistiskt att vi redan nästa år får en utdelning på runt 3 kr/aktie. Ett normalt p/e-tal för ett så starkt växande bolag kan ligga runt 30. Alltså riktkurs minst 90 kr. Det kan bli mera.
At the core of the Power Stroke’s advanced design is its compacted graphite iron block. CGI’s unique metallurgical structure makes it about twice as strong as the conventional cast iron used for the General Motors Co. and Chrysler Group LLC engine blocks.
That allowed Ford’s block to be designed with thinner walls and sections, making it lighter and smaller but still able to handle the tremendous forces created within a heavy- duty diesel.
The lightweight block contributes significantly to the Power Stroke’s compact design and weight advantage compared with its competitors.
CGI has a reputation for being difficult to machine, and this is the first CGI block in North America that is not used in a big Class 8 commercial truck.
However, Adam Gryglak, lead 6.7L diesel engineering manager, says Ford has extensive experience manufacturing CGI blocks in high volume in Europe. The auto maker temporarily relocated some key manufacturing personnel and resources from Europe to ensure a smooth production launch in the U.S., Gryglak says.
Another key technical advantage is the engine’s reverse-flow induction and exhaust. The cylinder heads essentially are flipped around in comparison with previous V-8 architectures, and the turbocharger is situated in the valley between the two cylinder banks, rather than on the outboard side of the banks.
This new layout shortens the path hot exhaust gases follow from the time they leave the cylinder exhaust port to the time they start spinning the turbocharger vanes. That causes the turbocharger to spool up faster, resulting in quicker throttle response and less turbo lag.
This new architecture puts the Power Stroke in the vanguard of new engine design. BMW AG’s spectacular new turbocharged 4.4L gasoline V-8 features a similar layout that produces huge torque at very low rpm thanks to reverse-flow engineering.
GM has a marvelous 4.4L light-duty diesel with a similar reverse-flow design. Unfortunately, it currently sits on the shelf because of the auto maker’s limited finances and the uncertain outlook for light-duty diesels in the U.S.
Mounting the turbocharger directly to the block provides several NVH improvements, as well.
“When the turbocharger vibrates a lot, the exhaust system vibrates, too, and that is disturbing to the customer. Bolting the turbocharger directly to the block eliminates that concern, says Scott DeRaad, Ford engine NVH engineer.
DeRaad also says Ford’s turbocharger design, coupled with two resonators in the intake system as well as a third near the air cleaner, eliminates unpleasant air-andling and induction noises such as whooshes and whistles.
The minimal-lag turbo and NVH engineering help explain why the engine’s power delivery felt and sounded more linear and effortless during our driving tests.
The Duramax actually had more power and was turning in slightly faster acceleration times, but it sounded like it was working a lot harder just to stay a step or two ahead of the Power Stroke.
It’s good to hear something working hard, but if we had to spend 60 hours a week driving one of these trucks, we’d prefer the one that paces itself a little better and does not get quite so winded.
That’s a big reason why the Power Stroke won. Technology triumphed over brute force.
Kortfristiga fordringar var hela 8,2 milj mot 3,7 milj vid passage av 31 juni 2009
som istället blev en Liten nyhet nr 1
Det kom nämligen en dementi av AWK innebärande att volymen bara skall vara 25.000 block á 132 kilo med möjlighet till dubbling. 1/10-del av den ursprungliga nyheten alltså.
-----------------------------
Den 5 augusti blev en stor nyhet känd från Cifunsa. Det har sensationella uppgifter om vikt och volymer. Undrar om de beräknar rätt med 250.000 block på 132 kilo styck/år. Det blir 660.000 ekvivalenter och de talar även om att volymen kan dubblas beroende på mottagandet. Brr. det är så man ryser....
http://www.thefreelibrary.com/Navistar+launches+first+V8+compacted+graphite+iron+block.-a0233126315
Navistar launches first V8 compacted graphite iron block.
In order to improve the fuel economy of its diesel engines, Navistar, Warrenville, Ill., needed to find a way to make a lighter engine block. For more than 10 years, the company had been researching and developing blocks using compacted graphite iron (CGI), which offers higher strength, stiffness and fatigue strength than gray iron. After successfully completing prototype and then production V6 engines in the last few years, Navistar launched the MaxxForce 7 in 2010, the company's first V8 series production engine produced in CGI, produced by Cifunsa, Coahuila, Mexico.
In 2004, Navistar designed and built a lightweight V6 engine with a CGI block, which resulted in an 80-lb. weight reduction compared to the baseline gray iron component. In 2007, the truck engine manufacturer began series production of its first CGI block for the new MaxxForce 11 and 13 big bore engines.
"When we combined all our accumulated design and development experience with technological advancements in CGI machining, that material became our logical choice for the 2010 MaxxForce 7 cylinder block," said Robert Olszewski, manager of base engine design at Navistar. "We were sold on CGI's superior strength and fatigue life, which positively influence engine performance and weight."
Cifunsa was challenged to meet Navistar's dimensional requirements for the thin walls and mechanical properties of the engine blocks, which measure 22.3 x 11.7 x 21.4 in. (566.6 x 296.6 x 544 mm) and weigh 291 lbs. (132 kg). Cifunsa worked with SinterCast, Stockholm, Sweden, which supplies process control technology for high volume CGI casting production.
"Cifunsa has had a relationship with SinterCast since 1997," said Cifunsa's chief executive officer Alberto Pinones. "They give us the consistency and reliability on process control, as well as a consistent microstructure and lower scrap rates."
According to Olszewski, CGI offers 75% higher strength, 45% higher stiffness and twice the fatigue strength of gray iron, so engine designers are able to put more engine performance into a smaller package, which translates into reduced weight and better fuel economy. Engine designers at Navistar designed the MaxxForce 7 engine block specifically for CGI.
"In our case, the block had to deliver optimum total performance," Olszewski said. "It had to have superior mechanical properties and be lightweight, easy to cast and machine, and affordable."
Special attention was given to the core package, which met engine designers' objectives and was casting- and machining-friendly, according to Olszewski. "All those considerations enabled us to meet not only our functional objectives but also the cost target," he said.
CGI production is forecast to represent 2.7% of Cifunsa's budgetary production this year, according to Pinones, who added that the metalcaster has plans to add new CGI projects in the near future.
Pinones said Navistar is forecasting an order of 250,000 blocks annually, ( det skall alltså vara 25.000 block) with a chance of volumes to double, depending on how well the product does in the light- and medium-duty truck market.
Visit www.navistar.com for more information.
Visit the Product Innovations Archive at www.moderncasting.com
--------------------
Vad är då 2,7 % av deras produktion?
I artikeln står att CGI hos Cifunsa är budgeterat till 2.7 % av årets totalproduktion. Deras totala kapacitet är 475..000 ton per år. Om vi antar att de producerar 400.000 ton i år så är 2,7% av detta 10.800 ton och då hamnar vi på en intäkt till Sintercast på 5 milj kr. Förvirrande siffror.................Speciellt när man tar 10.800 ton och ser att det motsvarar bara 81.818 block om de väger 132 kilo /st. Vi får vänta på fullödiga siffror.
500.000 block av 132 kilos vikt ger en total vikt av 66.000 ton och 30,36 milj kr i royalty. Det är fel någonstans. ( korrigering den 10 aug, det VAR fel. )
-------------------------------------
---------------
det följdes upp av denna artikeln på AWK
Mexico: Navistar forecasts 250,000 MaxxForce 7 diesels
By: John Mortimer, Friday, August 06, 2010, AutomotiveWorld.com
According to Alberto Pinones, chief executive of Mexican foundry group Cifunsa, Navistar is forecasting an
order of 250,000 compacted graphite iron (CGI) V8 cylinder blocks a year.
----------------------------------------------------------------
Stor nyhet nr 2 .....Den kvarstår
detta kom också först via en lokal tidning i Mexico sedan på AWK
http://www.eldiariodechihuahua.com/notas.php?IDNOTA=204339&ID SECCION=Ciudad&IDREPORTERO=De%20la%20Redacci%F3n
|
Visita el alcalde de Chihuahua la planta Ford
| |
|
|
La planta II produce el motor a diesel de 4.4 litros para el modelo 2010 de la Land Rover
|
| |
|
De la Redacción
|
|
Miércoles, 04 de Agosto de 2010
|
|
Chihuahua, Chih.- El presidente municipal, Álvaro Madero, recorrió la Planta II de la empresa Ford Motor Company, en cuya nave industrial tuvo la oportunidad de observar, pieza por pieza, el
proceso de producción del motor a diesel de 6.8 litros para el modelo 2010 de la Ford 250.
En reunión previa al recorrido por la planta, donde el alcalde Madero y el director de Fomento Económico Municipal, Roberto Braham, fueron recibidos por Enrique Araiza, gerente de planta, se informó
que en la misma nave industrial se produce el motor a diesel de 4.4 litros para el modelo 2010 de la Land Rover
.
Se explicó que la Planta de Motores Ford en Chihuahua tiene 28 años operando, en tanto que la Planta II tiene apenas 7 meses produciendo ambos motores a diesel, con capacidad para armar 400 mil
unidades del motor de 4.4 litros y 200 mil unidades del motor de 6.8 litros, con capacidad éste último para ampliar su producción hasta 380 mil por año.
Sólo en la Planta II, Ford Motor Company invirtió 800 millones de dólares -458 millones de dólares en maquinaria y equipo de punta- y una generación de mil 100 empleos directos al cien por ciento de
su capacidad de producción, calculada para principios del 2011.
Actualmente, en esta planta se da empleo a 800 trabajadores, entre ellos a 140 mujeres, indicó Alejandro Enríquez, secretario general del Sindicato de Trabajadores de Ford Chihuahua (Sintraford).
En el recorrido por la nave industrial, el presidente municipal conoció los detalles de la producción y armado de motores por parte de José Luis Garnica, gerente de Producción, así como del gerente de
Calidad, Mario Rentería.
översatt via Google
|
Chihuahua, Chih .- The president, Alvaro Madero, Plant II toured the Ford Motor Company, whose warehouse was able to see, piece by piece, the production process of the diesel engine of 6.8 liters for 2010 Ford Model 250.
In pre-meeting tour of the plant, where the mayor Madero and the Municipal Economic Development director, Robert Braham, were received by Enrique Araiza, plant manager, it was reported that in the same industrial ship diesel engine produces 4.4 liters for the 2010 model Land Rover.
It was explained that Ford Engine Plant in Chihuahua has 28 years of operating, while Plant II is barely seven months producing two diesel engines with a capacity to assemble 400,000 units of the 4.4-liter engine and 200 000 units Engine 6.8-liter, with the latter capacity to expand production to 380 000 per year.
Only in Plant II, Ford Motor Company invested $ 800 million -458 000 000 dollars in machinery and equipment point-and ageneration of 100 direct jobs thousand one hundred per cent of its production capacity, estimated in early 2011.
Currently, this plant employs 800 workers, including 140 women, said Alejandro Enriquez, secretary general of the Union of Workers of Ford Chihuahua (Sintraford).
The tour around the factory building, the mayor learned the details of production and assembly of engines by José Luis Garnica, Production Manager and Quality manager, Mario Rentería.
uppföljaren på
AWK där man rättar till att Scorpiondieseln är på 6.7 liter och inte 6.8 liter.
Ford has now confirmed that its Chihuahua Engine Plant (CEP) in Mexico will produce over 750,000 diesel engines a year.
According to plant manager, Enrique Araiza, CEP's new Plant 11 facility has capacity to assemble 400,000 of Ford's 4.4-litre V8 diesel engines a year, as well as 200,000upa of the 6.7-litre V8 diesel.
Both engines are completely new and make use of compacted graphite iron (CGI) cylinder blocks.
Araiza forecast that production capacity for the 6.7-litre unit will be expanded to 380,000 upa, bringing total diesel engine capacity at the plant to over 750,000 upa.( enheter per år)
The 4.4-litre engine has recently been unveiled in Land Rover's Range Rover. Other applications will follow. The 6.7-litre diesel features in Ford's F-250 pick-up
.
Ford has invested USD 800 million in Plant 11, of which USD 450 million has been directed at new machine tools, as well as assembly and test equipment.
The investment has created an additional 100 jobs so far and at present the plant as a whole employs 800.
-----------------------------
Vad innebär detta?
INTÄKTER från Fords och Navistars motorer ovan.
Håll i hatten..........Sammantaget blir det fräcka volymer. Äntligen fick vi en vikt på Navistars CGI-block. 132 kilo på en 6.4 liters motor. Om man räknar 132 kilo på både Fords 6.7 liters och Navistars 6.4-liter så blir det 200.000-380.000 från Ford och mellan 250.000-500.000 från Navistar vilket ger ett spann vid 132 kilo per block på mellan 1.188.000 ekvivalenter till 2.323.200 enbart från dessa två motorer. Tar man sedan och lägger till 400.000 av Fords 4.4 liters med en vikt runt 100 kilo/block så
har vi 800.000 ekvivalenter till
.
Det ger max en intäkt på 71 milj...........
Var finns felet? Det verkar att vara rätt OM de beräknade volymerna stämmer. Sintercast bör genast uppdatera sina beräknade volymer. De bör inte lägga sig mycket under de volymer som fabrikanterna beräknar. Detta innebär att en rejäl aktivering av uppskjutna skatteavdrag bör ske.
------------------------------
Idag den 3 aug kom det nyheter om Super Dutyn. Ford uppgraderar den till 400 hkr och den får också ökat vrid. De som redan köpt bilen får en gratis uppgradering eftersom det tar bara 20 min och Ford ändrar endast i mjukvara. Bra kundrelation.
New 2011 F-Series Super Duty and Mustang continue impressive starts; Super Duty sales up 63 percent in July versus year ago; Mustang retail sales increased 43 percent year over year
-Sales for the 2011 F-Series Super Duty were 63 percent higher than a year ago, capturing more than 50 percent of the heavy duty pickup segment. Ford announced today it will begin production of the most powerful diesel engine ever installed in a heavy-duty pickup (best-in-class 800 lb.-ft. of torque and 400 horsepower). In addition, the Super Duty’s 6.7-liter Power Stroke diesel will provide improved fuel economy – a full 20 percent better fuel efficiency than the 2010 model.
http://www.autotalk.com/fords-july-sales-up-5-percent-5450/
----------------------------00000000000----------------------------
Idag den 30 juli gick Sint-kursen upp runt 6%.
Delvis kan det förklaras med en positiv analys på Redeye men att ENS har sålt färdigt av Goldman & Sachs innehav är nog en större trigger.
Analysen finns här
Sintercast: lägger in turbon........
Gösta Hesslow 2010-07-30 kl 11:38

Hur skall man värdera ett bolag vars vinster har potential att sjudubblas till 2011??
--------CUMMINS-------------------
Cummins set for V6/V8 CGI diesels?
Monday, August 07, 2006, AutomotiveWorld.com
Following a history of making in-line diesel engines for transportation duties, Cummins Inc. could be about to move into vee-configured diesels for light-duty trucks and
SUVs.
nu kom detta:
http://finance.yahoo.com/news/Cummins-Validates-Its-ISX119-bw-3978514084.html?x=0&.v=1
http://www.everytime.cummins.com/assets/pdf/4971191.pdf
Truckers who don't look too closely at the ISX11.9 specification might therefore assume that it is derived from the 15 litre and, as such, will inherit its reputation. In fact
the only features the two engines have in common are their so-called subsystems: the Cummins-Scania XPI high-pressure common-rail fuel system; Holset 'moving
sidewall' variable-geometry turbocharger; SCR-plus-EGR NOx emissions control; and the same electronic engine management system
http://www.automotiveworld.com/news/powertrain/74940-cummins-isx11-9-engine-prompts-industry-speculation
Skall jag vara ärlig så tror jag mer på denna:
US: Cummins in talks about new V8 diesel
By: John Mortimer, Tuesday, December 22, 2009, AutomotiveWorld.com
Cummins Inc is in talks with the ‘new’ Chrysler Group LLC about the introduction of the engine maker’s new V8 diesel engine for light duty trucks. Chrysler recently completed the sale ...
----------------------NAVISTAR-ICC---------------------------
NYTT den 14 juli 2010
2002 installerade Navistar en ny Sintercast 2000 på ICC. Pressrelease
Det blev nedläggningshotat men nu har gjuteriet fått en ny chans. Navistar har säkert nytta av det eftersom de har tre CGI-motorer i produktion. ICC är Navistars eget gjuteri.
Modern Casting
GM
Duramax 4500
Rykte från pickuptruck.com
Orginalartikeln
Kommentarer:
Please release this engine GM !
I would buy a 4.5 Duramax Suburban the second it comes out..
This engine is a must for the next generation midsize pickup!
GM needs to be first with a small diesel application for multiple vehicles. They have takin way to long to bring new vehicles and technology to the market place in the past.
"Just Do It"
For heaven's sake GM, you've done it before; do it again!Half-ton v8 diesel baby!
Men det finns även motvikter:
GM Authority
"A source close to GM’s truck project has told us that General Motors still holds no plans of launching the rumored 4.5 liter Duramax V8 diesel engine. "
-------------------------
NYTT !!
Detta är dock nytt.
Diesel Suburban
Den sidan har en del bilder på den nya motorn och det intressanta är att den visades upp i början på 2010
Detta var beräkningen från 2007
"They won't be able to build enough engines to meet demand (estimate 94,000 motors a year)"
EGM car tech
Technical highlights of the engine include aluminum cylinder heads with integrated manifolding; a variable-vane turbocharger with intercooling; a Compacted Graphite Iron (CGI) block for a stronger and lighter engine base (compared to lower-strength aluminum or heavier grey cast iron); and fracture-split main bearing caps and connecting rods for a precise fit. An electronically controlled, ultra-high-pressure, common-rail fuel system is used, which has the ability to inject fuel five times per combustion event to control noise and emissions.
från
Pickuptruck.com
----------------------
Motorn är CGI och den är helt klar. Det vore fint med en debut av Duramax 4500. Märk även att den kommer kanske i fler modeller än vad det var tänkt från början. Den förra gången när GM meddelade att de lade projektet på is tills vidare så minskade Sintercast ner sina orderböcker med i runda tal 500.000 ekvivalenter men kommer den nu i dubbel omfattning så talar vi om betydligt större volymer.
While the oil-burning powerplant was originally intended just for half ton trucks, GM is reportedly now considering offering the mill in all of its fullsize trucks, including the Heavy Duty models
Kanske runt 1 milj ekvivalenter. Ford kommer sannolikt att svara med att ta sin 4.4-liters V8 till USA. Den motorn är också färdig och den produceras från sommaren 2010 till LandRovers.
----------------------------
FORD
I USA är köparna fullkomligt lyriska över den nya Super Dutyn. Det ser ut att hålla i sig med den ökande försäljningen.
Looks like you guys were right. HUGE mileage improvements!
I drove my new 2011 6.7L truck home today. Really amazing power, and starting with 130 miles on the engine I got 19.5 MPGs over the 100 miles I've driven today.
Compared to the 6.4L I have to agree it's quite an improvement. More power, MUCH better response, better transmission, quieter, nicer ride, and a REALLY cool LCD display make me very happy I chose the 2011 over the 2010.
I expect that once broken in I should see a solid 20 MPG on the highway, which makes this the most efficient truck I've ever owned, including the two F150s I've had.
I LOVE IT!!!
http://www.ford-trucks.com/forums/978221-highway-unloaded-mpg-thread-2.html
-------------------------
FORD Super Duty 2010
Test med jämförelse med de andra alternativen. Det visar sig att Ford är bäst.
"There's a reason Ford owns 50 percent of the heavy-duty truck market"
Test från Autofieldguide.
http://www.autoguide.com/manufacturer/ford/2011-ford-fseries-super-duty-first-drive-1360.html
---------------
Bild från invigningen av Chihuahua-fabriken
http://media.ford.com/article_display.cfm?article_id=32838
With sales of 46,502, Ford’s F-Series posted a 29 percent sales increase in June. Year-to-date, F-Series sales totaled 240,345, up 34 percent. F-Series is the only vehicle sold in the U.S. to surpass 200,000 sales in the first half of 2010
60 % av F-series brukar vara Super Dutys och 80 % av dessa brukar vara diesel. Om det stämmer så är 77.000 diesel med CGI. Runt 230.000 ekvivalenter på halvåret ger 460.000 på helåret. Dawson beräknade att det kom att säljas över 400.000 ekvivalenter vid full produktion. Det hör till saken att produktionen inte var full vid början av året så det slutar nog över 500.000 ekvivalenter på helåret. Om då den andra produktionen som dippade på 450.000 ( 750.000 år 2008) har ökat lite så har vi lätt över 1 milj ekvivalenter på helåret och säker vinst. Det väntas flera produktionsannonseringar under 2010. Navistars ryck kommer till detta. Då är vi uppe runt 1,3 milj i årsproduktion
Ur newsletter från facket på Kentuckyfabriken
http://www.uaw862.org/KTP.html
The total number of units needed is 1,346 units a day.
De jobbar 51 arbetsveckor ( 52 - 2 veckors semester +en extra vecka i form av lördagar)
Jag minskar de aktuella produktionssiffrorna med 25% eftersom "units" avser även andra modeller som görs på fabriken. Det tillverkas 25 % Expedition och Navigator också. Vi får då en årstakt på ca 205.000 dieselmotorer ( 80%) dvs runt 615.000 ekvivalenter om det går 3 st per motor. Det är i så fall 50 % över Dawsons "över 400.000 ekvivalenter". Produktionstakten för närvarande är alltså lite bättre än försäljningen på helåret. Det innebär att de kortat av de stora orderboken lite. Det stämmer då den gått ifrån 34.000 för en månad sedan till dagens 30.000.
Super Dutuns F-seriesandel är runt 40 %. Månadproduktionen totalt av F-series är jan- juni 240.345. Det ger 192. 276 dieselmotorer på helåret ( 40 % Super Dutys) och det ggr 3 ( vid 150 kilos block) ger 576.828 ekvivalenter. Räknar jag rätt? I så fall är detta mycket goda siffror. Det ger över 13 milj till kassan i Sintercast.
Ev felkällor : Blockvikten är kanske inte 150 kilo. Två produktionsstarter på Cifunsa hade suttit fint.
------------------------
De producerar Super Dutys så det ryker............
We were told at the plant before shutdown that we are on overtime for the rest of the year. They have also scheduled 6 saturdays. If they hold to this schedule, you shouldn't have to wait to long if you ordered a truck. All of this depends on demand. I hope you guys enjoy these trucks.
Blue Oval
------------------------------------
Från årsrapporten för Cifunsa 2007.
http://www.gis.com.mx/docs/informesanuales/Gis_InformeAnual2007CompletoEN.pdf
Ny produktion på Cifunsa
Business, through the acquisition of hardware and
software for the development of new products and there
were updates using the technical assistance of Sintercast,
a technology with great experience in compacted
graphite, which will allow it to take advantage of
development opportunities for this type of product.
That said, the Foundry Business for Iron Blocks and Heads
quite successfully directed its commercial activities
toward the development of products with these features,
getting three major contracts, two of them with new
clients, that will start up operations during 2009 and 2010,
and that will improve the use of the Business’ plant
capacity.
----------------------
Navistar
MaxxForce® 7: Overview
The MaxxForce® 7 is a significantly upgraded V8 turbodiesel specifically designed to meet the needs of medium-duty commercial truck customers. These upgrades include:
-
High-pressure common-rail fuel system
-
Dual sequential turbochargers
-
Compacted graphite iron block

Totalvikt fortsätter att vara högsta prioritet för kunder, Lastbilen ProStar+ är 700 pounds lättare än sin föregångare. När du inkluderar MaxxForce 13, med sitt tåliga och lätta kompaktgrafitjärn (CGI) motorblock, och MaxxForce avancerade EGR utsläppsteknik, ProStar+ så får du en extra 600-pound fördel jämfört med de ledande 15-litersmotorn, vilket ger en extra 1.300 pounds tillsatt lastkapacitet
http://ir.navistar.com/releasedetail.cfm?ReleaseID=477401
Publicerad: 2010-07-02 18:21
STOCKHOLM
Orderingången på tunga lastbilar i Nordamerika steg med 95 procent under juni jämfört med motsvarande månad året innan till 16.200 enheter.
Det visar preliminära orderingångssiffror från ACT Research, erfar Nyhetsbyrån Direkt.
Jämfört med föregående månad, maj, noterades en uppgång. I maj var den reviderade orderingången 13.231 enheter.
------------------
Tunga lastbilar avser den så kallade Class 8-kategorin
Navistar har runt 26 % av denna Class 8 marknad. Det innebär ca 4.000 sålda motorer i CGI som väger runt 375 kilo per block. Det ger 30.000 ekvivalenter per månad och 360.000 om året. Det har ökat 20 ggr från ett lågvattenmärke under 2009 på runt 1.500 ekvivalenter per månad från Navistar. Då var den totala produktionen i Sintercast CGI nere i 37.500 ekvivalenter i månaden. Se siffrorna och beräkna hur det kommer att slå på den nya statistiken vid nästa rapport.
--------------------
För närvarande har vi troligen en årstakt på över 1,3 milj ekvivalenter. Detta ger runt 30 milj i intäkt från enbart royalty på årsbasis. Det blir en bra vinst och detta året är bara halvgånget. Det mesta tyder på att t ex Fords Super Duty räknar med fortsatt god försäljning under resten av detta året och de har redan lagt in 6 st lördagstjänstgöringar under andra halvåret på Kentucky-fabriken för att kunna hålla stången mot orderboken. Dessutom jobbar de regelbunden övertid med pass runt 9,5 timmar per skift. Det kommer mera. Cifunsa har sagt att de kommer att påbörja ytterligare två produktioner under 2010. Enligt obekräftade uppgifter från Cifunsa går produktionen av Navistars MaxxForce 7 mycket bra.
------------------------
SCANIA
Sweden: Scania to extend use of CGI blocks
By: John Mortimer, Wednesday, May 05, 2010, AutomotiveWorld.com
Scania is to introduce compacted graphite iron (CGI) cylinder blocksacross its entire V8 engine range.
Although the company has just introduced for the first time a CGI cylinder block for its new 730bhp and 3,500Nm top-of-the-range V8 diesel – the highest power and torque ratings of any truck engine – the company plans to extend CGI technology to its other V8 engines in due course.
The report is good news for foundries supplying Scania with engine castings; they include Halburg-Guss in Germany, Teksid in Italy and Tupy in Brazil.
Scania has thrown a cloak of secrecy around the component supply chain for its 730bhp diesel; however, it is known that Halburg-Guss, which has two foundries in Germany and a third in South Africa, is supplying Scania with the CGI blocks. These cylinder blocks are the largest yet cast in CGI for any automotive application and as such set a benchmark in the technology. While Caterpillar’s C18 is larger, it is an in-line engine and not as powerful. Each Scania block weighs 375kg.
Because of the low volumes involved, only one foundry has the necessary tooling to supply the component. Scania’s own foundry cannot cast the blocks. Typical volumes for the 730bhp V8 diesel could be in the region of 1,000 units, although the number could rise as the market widens. For example, Terex Corporation in the US may take the engine in future.
Scania refuses to disclose how many V8 diesels it makes in a full year, but the number could be in the range of 7,500 to 10,000 in a ‘good’ year. Last year, truck and bus volumes were down – Scania delivered 36,807 trucks and 6,636 buses, compared with 66,516 trucks and 7,277 buses in 2008, a drop of 41%. The OEM also made some 48,000 diesels of which 25,000 were made in Sweden. Besides Sodertalje in Sweden, Scania builds engines in Sao Paulo, Brazil.
The new bock design shares a common feature with DAF/Paccar and MAN/Navistar six-cylinder in-line engines with blocks cast in CGI. All have fracture-split big end bearings. Paccar, which this year starts building the 12.9-litre MX I6 engine at its new engine plant in Columbus, Mississippi at the rate of 100 a day (rising to 300 a day), has long advocated fracture split technology. Paccar notes that fracture cap technology used in connecting rods and main bearings caps provides higher shearing strength for a wider horsepower range, longer torque and power curve, and greater efficiency.
Cifunsa of Mexico is pitching to supply CGI MX blocks to the Mississippi plant at the rate of 65,000 a year. Cifunsa is the closest foundry to Columbus.
Meanwhile, use of CGI will allow Scania to increase both the power and torque of the other three engines in its V8 range.
Published on Wednesday, May 05, 2010
------------------------
PACCAR

MX-motorn med block och topp i CGI
En dark horse är PACCAR med sin 25%-iga andel av Class 8 marknaden i USA.
Paccar enjoys the envious position of having two strong brands both with high image position among buyers. Kenworth and Peterbilt have roughly the same share, in total giving Paccar one-quarter of the U.S. Class 8 market. Their share has remained fairly steady over many years
The challenge for Paccar now is to successfully launch their proprietary MX engine range in Class 8.
Den är i CGI och Mortimer tror på fantastiska volymer via Cifunsa.
The new bock design shares a common feature with DAF/Paccar and MAN/Navistar six-cylinder in-line engines with blocks cast in CGI. All have fracture-split big end bearings. Paccar, which this year starts building the 12.9-litre MX I6 engine at its new engine plant in Columbus, Mississippi at the rate of 100 a day (rising to 300 a day), has long advocated fracture split technology. Paccar notes that fracture cap technology used in connecting rods and main bearings caps provides higher shearing strength for a wider horsepower range, longer torque and power curve, and greater efficiency.
Cifunsa of Mexico is pitching to supply CGI MX blocks to the Mississippi plant at the rate of 65,000 a year. Cifunsa is the closest foundry to Columbus. Det vill dock till bättre volymer än under 2009 då hela Class 8-marknaden var under den siffran. Det har dock stigit till ca 200.000 / år nu. Ökningen var 95 % alltså 20 ggr förra årets nivå i juni.
PACCAR MX Engine Launch
During the first quarter of 2010, PACCAR announced the introduction of the PACCAR MX engine to be installed in Kenworth and Peterbilt trucks this summer. The PACCAR MX engine is designed to deliver industry leading performance, reliability, and fuel efficiency to Kenworth and Peterbilt customers worldwide. “PACCAR’s 50 years of engine development and manufacturing expertise have established the company as one of the leading diesel engine manufacturers in the world,” said Jim Cardillo, PACCAR president. “Over 125,000 PACCAR MX engines are successfully operating in DAF trucks globally.” Cardillo added, “The PACCAR MX is designed to meet the Environmental Protection Agency’s (EPA) 2010 emissions regulations and has accumulated over 50 million test miles in rigorous and severe conditions in North America. PACCAR is pleased to be launching this proven, industry-leading engine in Kenworth and Peterbilt trucks.”
Read more: http://www.faqs.org/sec-filings/100420/PACCAR-INC_8-K/dex991.htm# ixzz0smmOLHoT
Dessa produktionssiffror kan tas ca 10 ggr för att få fram ekvivalenter. Det är både block och topp i CGI och de väger över 500 kilo tillsammans.
Det är kanske därför som Cifunsachefen tror att deras tillväxt under de närmaste åren kommer att ske i form av CGI.
"Navistar's decision to specify CGI for the MaxxForce 7 cylinder block reinforces the trend toward CGI for the next generation of high performance and environmentally efficient engines," said Alberto Pinones, Cifunsa's chief executive officer. "We have seen a continuous increase in the demand for new CGI engine programs, and we regard CGI as one of Cifunsa's main growth areas in the near future."
http://www.allbusiness.com/manufacturing/machinery-equipment-manufacturing/14568188-1.html
Publicerad: 2010-07-02 18:21
STOCKHOLM (Direkt) Orderingången på tunga lastbilar i Nordamerika steg med 95 procent under juni jämfört med motsvarande månad året innan till 16.200 enheter.( Det innebär att det har ökat 20 ggr.)
Det visar preliminära orderingångssiffror från ACT Research, erfar Nyhetsbyrån Direkt.
Jämfört med föregående månad, maj, noterades en uppgång. I maj var den reviderade orderingången 13.231 enheter.
Tunga lastbilar avser den så kallade Class 8-kategorin
Navistar har runt 26 % av denna Class 8 marknad. Det innebär ca 4.000 sålda motorer i CGI som väger runt 375 kilo per block. Det ger 30.000 ekvivalenter per månad och 360.000 om året. Det har ökat 20 ggr från ett lågvattenmärke under 2009 på runt 1.500 ekvivalenter per månad från Navistar ( bara runt 10 motorer per dag) . Då var den totala produktionen i Sintercast CGI nere i 37.500 ekvivalenter i månaden. Se siffrorna och beräkna hur det kommer att slå på den nya statistiken vid nästa rapport.
För närvarande har vi troligen en årstakt på över 1,3 milj ekvivalenter. Detta ger runt 30 milj i intäkt från enbart royalty på årsbasis. Det blir en bra vinst och detta året är bara halvgånget. Det mesta tyder på att t ex Fords Super Duty räknar med fortsatt god försäljning under resten av detta året och de har redan lagt in 6 st lördagstjänstgöringar under andra halvåret på Kentucky-fabriken för att kunna hålla stången mot orderboken. Dessutom jobbar de regelbunden övertid med pass runt 9,5 timmar per skift. Det kommer mera. Cifunsa har sagt att de kommer att påbörja ytterligare en produktion under 2010. Enligt obekräftade uppgifter från Cifunsa går produktionen av Navistars MaxxForce 7 mycket bra.
FORD
http://media.ford.com/article_display.cfm?article_id=32838
With sales of 46,502, Ford’s F-Series posted a 29 percent sales increase in June. Year-to-date, F-Series sales totaled 240,345, up 34 percent. F-Series is the only vehicle sold in the U.S. to surpass 200,000 sales in the first half of 2010
60 % av F-series brukar vara Super Dutys och 80 % av dessa brukar vara diesel. Om det stämmer så är 77.000 diesel med CGI. Runt 230.000 ekvivalenter på halvåret ger 460.000 på helåret. Dawson beräknade att det kom att säljas över 400.000 ekvivalenter vid full produktion. Det hör till saken att produktionen inte var full vid början av året så det slutar nog över 500.000 ekvivalenter på helåret. Om då den andra produktionen som dippade på 450.000 ( 750.000 år 2008) har ökat lite så har vi lätt över 1 milj ekvivalenter på helåret och säker vinst. Det väntas flera produktionsannonseringar under 2010. Navistars ryck kommer till detta. Då är vi uppe runt 1,3 milj i årsproduktion
Ur newsletter från facket på Kentuckyfabriken
http://www.uaw862.org/KTP.html
The total number of units needed is 1,346 units a day.
De jobbar 51 arbetsveckor ( 52 - 2 veckors semester +en extra vecka i form av lördagar)
Jag minskar de aktuella produktionssiffrorna med 25% eftersom "units" avser även andra modeller som görs på fabriken. Det tillverkas 25 % Expedition och Navigator också. Vi får då en årstakt på ca 205.000 dieselmotorer ( 80%) dvs runt 615.000 ekvivalenter om det går 3 st per motor. Det är i så fall 50 % över Dawsons "över 400.000 ekvivalenter". Produktionstakten för närvarande är alltså lite bättre än försäljningen på helåret. Det innebär att de kortat av de stora orderboken lite. Det stämmer då den gått ifrån 34.000 för en månad sedan till dagens 30.000.
Super Dutyns F-seriesandel är runt 40 %. Månadsproduktionen totalt av F-series är jan- juni 240.345. Det ger 192. 276 dieselmotorer på helåret ( 40 % Super Dutys) och det ggr 3 ( vid 150 kilos block) ger 576.828 ekvivalenter. Räknar jag rätt? I så fall är detta mycket goda siffror. Det ger över 13 milj till kassan i Sintercast.
Ev felkällor : Blockvikten är kanske inte 150 kilo. En produktionsstart på Cifunsa hade suttit fint.
|

|
Business, through the acquisition of hardware and
software for the development of new products and there
were updates using the technical assistance of Sintercast,
a technology with great experience in compacted
graphite, which will allow it to take advantage of
development opportunities for this type of product.
That said, the Foundry Business for Iron Blocks and Heads
quite successfully directed its commercial activities
toward the development of products with these features,
getting three major contracts, two of them with new
clients, that will start up operations during 2009 and 2010,
and that will improve the use of the Business’ plant
capacity. |
Navistars MaxxForce7 har vi redan igång från nyåret.
Navistar
Totalvikt fortsätter att vara högsta prioritet för kunder, ProStar+ är 700 pounds lättare än sin föregångare. När du inkluderar MaxxForce 13, med sitt tåliga och lätta kompaktgrafitjärn (CGI) motorblock, och MaxxForce avancerade EGR utsläppsteknik, ProStar+ så får du en extra 600-pound fördel jämfört med de ledande 15-litersmotorn, vilket ger en extra 1.300 pounds tillsatt lastkapacitet
http://ir.navistar.com/releasedetail.cfm?ReleaseID=477401
----------------------
från maj 2010
Nu rör det sig ang Fords 4,4-liters V8 i CGI......
Orginalartikeln med tidtabell
The 2011 Range Rover will be available with a new 4.4-liter V8 turbodiesel engine that replaces the old 3.6-liter V8 previously used, according to a letter apparently sent by the automaker to German dealerships. The letter, sent to WCF anonymously, states that the diesel-powered model will cost €3,000 (£2,540) more than the current model in Germany, which puts the cost at about €88,900.
Buried deep in the letter is the vehicle's release schedule, which says the press embargo on the Range Rover will be lifted on June 17, with the release of the model's full pricing. A media event in London celebrating the 40th anniversary of Range Rover will take place on July 1, followed by the August 5 release of details and pricing related to the Discovery, Freelander, and Range Rover Sport. These models will be revealed on August 28 at the Moscow Motor Show.
Sales of all four models will begin in Germany in October
http://www.worldcarfans.com/110052726499/leaked-2011-range-rover- confirmed-to-receive-new-44-liter
Kan man hoppas på en PR från Sintercast i samband med presentationen den 17 juni? ATT det rör sig om en CGI-V8 från Sintercast är redan välkänt. Det kom en PR den 21 juni. Inte illa
Det är det första tecknet på 4,4-litersmotorn efter att den nämnts i samband med Chihuahua-invigningen i november. Chihuahua-releasen. Denna motorn är också i CGI och gjutes på Tupy. Den KAN bli riktigt stor om man beslutar att F-150 skall få den.
It's being reported that the 2011 Range Rover (in Europe at least) will be getting a new diesel engine option to replace the current 3.6-liter V8 diesel. The new engine scheduled to launch this fall is a 4.4-liter V8 with 308 horsepower and 516 pound-feet of torque. The diesels currently used by Land Rover (and Jaguar) are produced at the Dagenham engine plant owned by Ford, Jaguar-Land Rover's former parent.
http://green.autoblog.com/2010/05/28/report-2011-euro-range-rover -to-get-4-4l-diesel-ex-f150-engine/
http://news.pickuptrucks.com/2009/11/ford-ready-to-start-67liter- power-stroke-v8-diesel-production.html
Sintercast bör annonsera denna snart. Produktionen är antagligen redan igång. Den tillverkas initialt i så små volymer att det inte är ekonomiskt för Ford. Därför väntas den komma i flera modeller. F-150 hade varit en smasch-hit. Då talar vi om grymma volymer. Suget efter en diesel i den modellen är stort.
-----------
Det stora med Scanianyheterna är egentligen detta från 2002. Motorkonstruktörerna står äntligen vid det nödvändiga bytet av material.
Tobias Björklind på Scanias gjuteri
Som det ser ut idag ser han inga alternativ till materialet när de nya europeiska avgasnormerna successivt skärps de närmaste åren.
Scania beräknar att denna motorn skall finnas i ca 1000 lastbilar årligen. Man kan räkna ca 10 ekvivalenter på ett block
D vs ca 10.000 ekvivalenter om året. Rätt lite. Det blir dock mera när CGI får förväntat genomslag på hela V8-programmet.
Ta del av
http://www.scania.com/media/calendar/2010/pressroom-new-scania-v8-truck-range/new-scania-v8-truck-range-pressroom.aspx?tab=5
http://www.scania.com/Images/P10401EN%20New%20V8%20truck%20range_189162.pdf
CGI (compacted graphite iron) cylinder block to cope with higher combustion pressures without weight penalty
------------------
Bedöm själva hur sannolikt det är att Sintercast står för tekniken.
Scania Historik
------------------------
Frågor och svar som växlades vid en kapitalmarknadsdag 2004 Scanias ligger sedan dess ute live på nätet.
http://streamsync.qbrick.com/02440/040331/player.htm?scania_5.asx
Efter ca 13 minuter så kommer en fråga som ställts via internet. Av undertecknad…..
Frågan och svaret om CGI :
Fråga:
Will Scania follow the other leading truckengineproducers in using CGI for engine blocks and heads?
Svar från Hasse Johansson chef för FoU:
Yes, in the years to come we will for sure use whatever is possible because we need to increase the combustionspressure to improve the efficency of the engines in the future. Right now we do not need CGI but as I said, in the years to come we need that kind of strength to improve the efficency of the engines. So we will follow that trend. Yes.......
------------------
Björklind på Scania hade alltså rätt när han sade detta ( från Ny Teknik, 2002 i okt)
Avgasregler tvingar fram nytt järn i lastbilsmotorer
Nästa generation motorer i tunga fordon tillverkas av kompaktgrafitjärn. Materialet tål förbränning under högt tryck, en förutsättning för att kraftigt minska utsläppen. Volvo och Scania arbetar nu tillsammans med gjuteriföretag för att utveckla teknik för att bearbeta det nya materialet.
- Nu är det inte längre en fråga om kompaktgrafitjärnet börjar användas, utan när, säger Tobias Björklind på Scanias gjuteri.
Som det ser ut idag ser han inga alternativ till materialet när de nya europeiska avgasnormerna successivt skärps de närmaste åren.
A former Sintercast employe, Isak Hollinger has been drafted to Scania during the summer 2005 and is now operating as Foundry Manager in the Scania Södertälje main Foundry
Kan det vara dags för något? Han avregisterades som insider i Sintercast 05-07-31 ( samtidigt ser jag att Hagman också strukits som insider 06-08-07 )
http://www.fi.se/Templates/InsynBolagVisaPersonPage____2935.aspx?Bolag_id=328&Bolag_Orgnr=5562336494&Bolag_Namn=SINTERCAST+AKTIEBOLAG+(PUBL)
ur DI :
|
Sintercasts grafit
intresserar Scania |
|
2003-01-16
Henrik Westman
Sintercast kan bli en vinnare när Scania investerar i gjuteriet i Södertälje. Lastbilstillverkaren utvärderar olika gjutmetoder, däribland Sintercasts process för framställning av kompaktgrafitjärn.
|
|
"Vi ska investera mycket pengar i vårt gjuteri och diskuterar vilken metod vi ska använda. Sintercastmetoden är ett av flera alternativ", säger Scanias informationschef Magnus Hahn.
|
|

|
|

|

|
|
|
|
|
|
|
|
|
|
Scania gör investeringen inom kort. (2003) Hur mycket pengar som bolaget investerar vill Magnus Hahn inte uppge.
"Om man byter metod måste man göra stora följdinvesteringar i utrustning för bearbetning. Oftast är de investeringarna större än investeringen i gjutmetoden", säger Magnus Hahn.
|
|
|
|
|
Sintercasts metod för framställning av kompaktgrafitjärn - ett mellanting mellan gråjärn och segjärn - är alltså aktuell. Materielet är slitstarkt och kan användas vid tillverkning av motorblock.
"Vi har stöttat Scania med utveckling av CGI-material (kompaktgrafitjärn) och bland annat tillverkat prototyper av cylinderblock åt Scania vid Halberg i Tyskland", säger Sintercasts VD Steve Dawson.
Sintercasts affärsidé är att sälja en metod som känner av exakt hur många gram magnesium som krävs vid tillverkning av kompaktgrafitjärn. Bolaget tar ut en royalty av gjuterierna per ton gjutet kompaktgrafitjärn.
Scania tillverkar självt uppemot 75 procent av motorblocken som används i bolagets europeiska tillverkning. Resterande block köper Scania av bland andra tyska Halberg Guss. Varje år tillverkar Scania omkring 50.000 motorer.
2
2005-03-08 18:30 - 21:30
Aktieägarträff, en tillfällighet att Sintercast och Scania var tillsammans? Jag tror inte det……..
----------
Scania, som är ett världens ledande tillverkare av tunga lastbilar och bussar, presenteras av Nabil Adawi. Scania är ett av branschens mest lönsamma företag med produktion i Sverige och Brasilien. 95% av Scanias fordon säljs utanför Sverige. Service och finansiella tjänster står också för en betydande del av omsättningen.VD Steve Dawson,finanschef Dafner Uhmeir och operation manager presenterar Sintercast, noterat på O-listan. Företaget utvecklar och tillverkar utrustning för gjutning av kompaktgrafitjärn(CGI). CGI bedöms vara mycket intressant för tillverkning av dieselmotorer till person- och lastfordon eftersom motorerna får bättre hållfasthet. Bättre cylinderstabilitet ger mindre friktionsförluster och lägre oljekonsumtion. Det kan lossna ordentligt för aktien i år.
Lätt förtäring och utlottning avslutar kvällen.
Priset för medlemmar 30kr och för övriga 80kr.
Plats:
Wallenstamsalen, Ostindiska Huset N. Hamngatan 12, Göteborg
|

|
Traditionellt har vi bara sett förseningar när det gäller Sintercast men nu kommer färska uppgifter om att Ford-produktionen är igång med slutmontering i SuperDutys redan från 18 Jan istället för 15 februari . Visserligen är det bara en månad tidigare men ändå.
Detta innebär att Tupy måste vara uppe vid full produktion redan. Motorerna har tillverkats sedan i nov 2009 och gjutningen har varit igång sedan i somras på Tupy
Super Duty Job1 is January 18, 2010
Super Duty "ok to buy" is March 8, 2010 1st day for dealer to sell.
http://thedieselgarage.com/forums/showthread.php?t=91510
En bra nyårspresent.
Steve Dawson, VD för Sintercast. ”Som ett program som ska ersätta en befintlig motor ser vi fram emot att stödja Fords övergång till den nya 6.7 liters V8:an, vilket ger en potential på mer än 400 000 motorekvivalenter årligen vid full volym, vilket i praktiken fördubblar vår nuvarande serieproduktionsvolym."
Det innebär breakeven för firman. Nu går vi mot vinst!!!
2010
Navistars MaxxForce 7 går också igång nu i början på året. Den har ännu inte annonserats av Navistar trots att den ligger ute på hemsidan. Navistar har tänkt att den skall få en vidare användning än föregångaren PowerStroke 6.4. bl a i en stor mängd skolbussar. Det kan inte dröja länge innan Sintercast annonserar även denna. ( det dröjde till mars)
The MaxxForce® 7 is an all-new V-8 turbodiesel that incorporates advanced design elements and components from Navistar’s market-leading I-6 commercial engines. These include a high-pressure common-rail fuel system, dual-stage turbochargers and compacted graphite iron block. Together with our 30 years of V-8 leadership, these features deliver a better performing engine with outstanding power, performance, reliability and fuel economy.
http://maxxforce.com/Application/on-highway/Engine/MaxxForce_7
2010 blir året när bolaget gör vinst för första gången på helåret. Det kommer att återspegla sig på kursen det är min fullständiga övertygelse. Synd bara att den ekonomiska krisen under 2008-2009 kom emellan. Annars hade många av oss varit förmögna nu.
Navistar Big Bores är ute nu i över 5000 ex
” A Smooth, Quiet Ride
Built on a lightweight CGI block, MaxxForce big bore engines deliver remarkably low noise, vibration and harshness characteristics, helping the International ProStar cab achieve best-in-class quietness.
“It’s the quietest engine I’ve ever driven in my life,” adds Tennant. “I was down at our terminal near the Moline airport and was walking around behind the trailers. That MaxxForce is so quiet, it wasn’t until I heard the fan kick on that I realized the engine was running. I quickly woke up the driver to tell him he wasn’t supposed to be idling!””
http://www.navistar.com/Navistar/News/Newsroom# |
-----------------------------
Den 17 nov var det invigningsceremoni på Fords Chihuahua-fabrik för en ny avdelning som Ford satsat mycket pengar i. Det framkom att de skall montera dels den nyligen presenterade 6,7-liters V8an för export till USA och nytt var att de även skall montera en ny 4,4-liters V8 för export till Land Rover i England. Den mindre motorn är liksom den större i CGI med Sintercasts teknik på Tupy-gjuteriet i Brasilien. De beräknar att produktionen årligen kan uppgå till 200.000 av den stora motorn ( dubbelt mot vad Sintercast angett) och mellan 20-40.000 av den lilla initialt. Den lilla är en het kandidat till Fords storsäljare F-150
www.eluniversal.com.mx/articulos/56611.html
www.skyscrapercity.com/showthread.php?p=46376841
Kursen kommer att gå upp på detta, frågan är hur mycket.
http://www.visionautomotriz.com.mx/images/stories/2009/noviembre/ford/calderon_06.jpg
--------------------------------
F-Series tillverkades i ett antal av 99,720 i sept 2004 mot 81,782 året innan, en uppgång på 21.9 %
F-Series 69,643 i sept 2005 och 99,720 året innan, en minskning med -30.2 %
F-Series 70,822 i sept 2006 och 69,643 året innan en ökning med 1.7 %
F-Series 56,065 i sept 2007 och 70,822 året innan en nedgång med -20.8 %
F-Series 32,727 i sept 2008 och 56,065 året innan en minskning med -41.6 %
F-Series 33,877 i sept 2009 och 32,727 året innan en ökning med 3.5 %
Ford F-series försäljning ökade från 32.727 under sept 2008 till årets 33.877 och på helåret så är det 295.426 sålda F-series tills nu. Det är ca 60 % av dessa som är F-150 eller 177.255 ( det ger en rest av 118.170 SuperDutys ) och i sin tur har 80 % av dessa en diesel under huven vilket ger 94.536 eller 10.504 i månaden. Det har gått bäst de två senaste månaderna med en ca 30 % höjning av försäljningen jämfört med snittet för hela 2009 hittills. Detta trots att skrotbilsprogrammet upphörde den 24 augusti.
Räknar man med helårsförsäljning på sept månads siffror kommer man fram till 13.550 SuperDutys vilket ger ggr 12= 162.609 motorer/år . Då är vi nära produktionstaket på Chihuahua-fabriken som är uppgivet till 175.000 motorer/år.
Produktionen hos Tupy av Scorpion var redan startad den 24 sept när PR kom. Min beräkning är att den hållit på minst i en månad. Eftersom Ford skall börja producera redan nästa månad i Chihuahua-fabriken så måste de ha många block att tillgå.
Det är speciellt med SuperDutyns intåg eftersom det sker över en natt dvs nyårsnatten. Alla tidigare motorprogram har genomgått en relativt seg "ramp-up-fas" med en gradvis utfasning av tidigare alternativ men det är omöjligt nu.
Tills 1 jan 2010 får man sälja Navistars 6,4-liters eftersom den är miljögodkänd till det datumet men efter 1 jan är 6,4-liters inte godkänd för försäljning och dessutom upphör kontraktet med Navistar från 1 jan 2010. För att klara detta skifte är Chuhuahua-fabriken igång med fullskalig produktion från nästa månad. Det innebär i sin tur att Tupy måste vara uppvarade till full produktion redan nu. Det har de antagligen varit ett tag och det är därför vi KAN få en indikation redan i Q3 rapporten för Sintercast den 4 nov.
Ett par anläggningar under resten av 2009 hade tagit bolaget till BE på helåret. Löpande BE kan det ev redan vara nu. Ca 0,6 milj/mån eller totalt -3,7 MSEK var förlusten för första halvåret 2009. Under tiden i väntan på facit är aktien handlad till under 60 kr. Trots en nyligen genomförd NE så finns det bara 6.478.383 aktier i bolaget idag.
Ta fram räknesnurrorna!
Aug 2009 Sales of the Ford F-Series Americas best-selling truck were 45,590, up 13 percent. Det ger 273.540 på halvåret och det ger 547.080 på helåret. Jämför gärna med första halvåret ( nedan ) 2009 för då sålde Ford 173.646 F-series
Är det motsvarande andel av SuperDutys ( 62 % av totalen är F-150) så innebär detta att vi nu år uppe i en försäljningstakt av 547.080-339.190= 207.890 SuperDutys.
Ta den siffran ggr 80% dieselandel som det varit tidigare och vi får 166.312 Scorpions/år.
Ta det ggr 4 så får vi ett ungefärligt antal på motorekvivalienter. Det är nästan för bra för att vara sant. Var räknar jag fel?
Det är nog lite för tungt block jag har beräknat till Scorpion. Ett 7,3-liters block i CGI som finns beskrivet på Tupys hemsida vägde bara 150 kilo så jag skriver ner 6,7 liters Scorpion-blocket till motsvarande 135 kilo st istället för tidigare 200 kilo. Det ger 27.000 ton om de producerar 200.000 block. Det motsvarar 540.000 motorekvivalenter eller en intäkt på 12,4 milj årligen. Det är en bra grund. Det innebär att Dawsons minsta produktion om 400.000 ekvivalenter känns mera vederhäftigt. Med samma beräkning skulle ett 4,4-litersblock väga runt 90 kilo. Alltså runt 2 ekvivalenter. Det viktiga är att produktionen är igång. Smittoeffekten inom branchen kan bli rejäl.
Det blir nämligen 665.248 motorekvivalenter.
A´ 23 SEK/motorekvivalent den 31mars 2009 ger en intäkt på 15,3 milj. Bara från ett motorprogram. Det blir bra det här.
Tillägg den 27 nov 2009
Var räknar jag fel? Jo, antagligen på vikten av blocket..........
Det är nog lite för tungt block jag har beräknat till Scorpion. Ett 7,3-liters block i CGI som finns beskrivet på Tupys hemsida vägde bara 150 kilo så jag skriver ner 6,7 liters Scorpion-blocket till motsvarande 135 kilo st istället för tidigare 200 kilo. Det ger 27.000 ton om de producerar 200.000 block. Det motsvarar 540.000 motorekvivalenter eller en intäkt på 12,4 milj årligen. Det är en bra grund. Det innebär att Dawsons minsta produktion om 400.000 ekvivalenter känns mera vederhäftigt. Med samma beräkning skulle ett 4,4-litersblock väga runt 90 kilo. Alltså runt 2 ekvivalenter. Det viktiga är att produktionen är igång. Smittoeffekten inom branschen kan bli rejäl.
Ford har ökat produktionen med nästan 9000 F-series/mån sedan juni
FORD BRAND JULY 2009 U.S. SALES
July % Year-To-Dat e %
2009 2008 Change 2009 2008 Change
F-Series 36,327 44,829 -19.0 215,959 319,542 -32.4
Produktionskapaciteten på Chihuahuafabriken är 175.000 om året och första halvåret 2009 sålde Ford 173.646 F-series ( 28.941 F-series /mån i snitt) varav totalt 107.778 var F-150. ( 17.963 st F-150/mån )
Det blir 131.736 Super Dutys på helåret
Ca 80 % har tills nu valt dieselalternativet och det ger 105.388 st årligen.
Det återstår att se hur tungt blocket är men föregångaren 6,4-liters PowerStroke hade en vikt på ca 500 kilo torrvikt. Jag räknar med ett block på ca 200 kilo. Alltså lite mer än 400.000 motorekvivalenter/år.
Till ovan nämnda skall tilläggas att försäljningssiffrorna är första halvåret iår, under djup övrig nergång. Det bör inte bli lägre i vart fall och en 20-30 % höjning av försäljningen är inte omöjlig.
VCW:
|
Re: Sintercast: Nytt om Ford och Navistar CGI motorer |
2009-06-30 15:01:03 |
|
Se mitt tidigare inlägg om volymer från 9 juni.
Om 150 är för lågt och 200 kg är rätt siffra blir det bara bättre
Re: Sintercast: Navistar lev till Ford som snart är egna Ford-Sintercast 2009-06-09 16:36:13
JUSTERING SISTA PUNKTEN ÄR 2009
Hittade motorleveranserna från Navistar till Ford som snart ersätts med den SinterCastade Fords Scorpion motorn:
2007 Nov-Jan 47.000 dieselmotorer
2008 Feb-April 55.000 dieselmotorer
2008 Maj-Juli 25000 dieselmotorer
2008 Aug-Okt 25000 dieselmotorer
2008 Nov-Jan 14000 dieselmotorer
2009 Feb-April 29.000 dieselmotorer
Detta innebär 120.000 årstakt på Ford F-series Diesel- Superduties som från 2010 skall vara Ford Scopion 6,7 L V8 motor. Skall vi gissa på 150 kg motorn så har vi 360.000 motorekv (18.000 ton)
Notera att takten är den högsta på ett år...
Det har framkommit att Tupy skall inviga en speciell CGI-anläggning till våren-09. Detta sker för att kunna hantera de stora CGI-order de har på G. Inget är sagt om dessa planer är ändrade så de ligger antagligen fast.
Cifunsa fick ju ett omnämnde i en SINT-rapport nyligen och det beror på att de i årsredovisningen för förra året nämner att de har tre CGI-kunder som skall påbörja produktion under 2009-2010 och två av dem är helt nya. Det fina är att de tre stora USA-tillverkarna är redan kunder så minst två av tre är utanför den lite osäkra gruppen. Det bör innebära att
|
Business, through the acquisition of hardware and
software for the development of new products and there
were updates using the technical assistance of Sintercast,
a technology with great experience in compacted
graphite, which will allow it to take advantage of
development opportunities for this type of product.
That said, the Foundry Business for Iron Blocks and Heads
quite successfully directed its commercial activities
toward the development of products with these features,
getting three major contracts, two of them with new
clients, that will start up operations during 2009 and 2010,
and that will improve the use of the Business’ plant
capacity.
sid 19
http://www.gis.com.mx/docs/informesanuales/Gis_InformeAnual2007Co mpletoEN.pdf
|
|
|
|
In 2007 three major contracts came
in for the development of blocks
and heads with thin walls and in
compacted graphite, with
operations to start up in 2009 and
2010.
sid 21
http://www.gis.com.mx/docs/informesanuales/Gis_InformeAnual2007Co mpletoEN.pdf
|
|
|
|
|
|
|
|
Det nämns att det är två nya kunder som beställt CGI-produktioner för 2009 och framåt och tittar man på kundlistan så är de alltså inte med i dessa nuvarande "Chrysler, General Motors, Toyota, Volkswagen, Ford, Caterpillar, John Deere and Detroit Diesel."
Minst två av de tre kunderna är alltså utanför gruppen av de tre stora i USA. Frågan är vilka de två nya är?
-----------------------------------
Q1 rapporten från jan-mars från Sintercast
Marknadsutveckling
SinterCasts nuvarande serieproduktionsprogram har en potential att uppgå till cirka 1,2 miljoner motorekvivalenter
årligen när programmen når upp till full volym. Förutom de program som redan serieproduceras har SinterCasts
gjuterikunder säkrat tillverkningsorder för nya CGI-komponenter som kommer att leda till ytterligare en miljon
motorekvivalenter årligen när full volym uppnåtts. Sammanlagt har cirka 40 % av SinterCasts nuvarande pool om
5,5 miljoner motorekvivalenter, motsvarande en full årlig volym om cirka 2,3 miljoner motorekvivalenter, redan
godkänts av fordonsindustrin och serieproduktionsorder givits till SinterCast-gjuterier.
Ur rapooten för Q3
I USA har den ekonomiska krisen
haft en väsentlig inverkan på försäljningen av SUV:ar och pickuper. Detta kommer naturligtvis att påverka
volymer och möjligen även tidpunkten för produktionsstarten för de SinterCast-CGI V-dieselprogram som har
godkänts för produktionsstart under 2009. Oavsett den initiala produktionstakten så kommer lanseringen av de
amerikanska V-dieselprogrammen och produktionsstarten avseende de andra godkända programmen att
säkerställa en jämn tillväxttrend mot ökad produktionsvolym och ökade intäkter.
En fråga och svar har dykt upp på hemsidan och den verkar bra tycker jag.
|
Q
Can you please comment on the effect of the global economic crisis on SinterCast’s current activities and business outlook for 2009.
Shareholder, name withheld
|
|
A
I would like to begin by stating that we share the frustration of our shareholders. Despite some delays in the targeted new System 2000 installations, we were pleased with the overall development of our business during 2008, and particularly with the second half of the year. In September, we achieved record annualised production of 750,000 Engine Equivalents, a 65% year-on-year increase. In October, we began series production of a new high volume cylinder block and head for DAF and, in November, we announced the ongoing series production of exhaust components in China. Together, these two new orders have the potential to provide a 25~30% growth beyond September’s 750,000 Engine Equivalent base. But despite these positive developments, the SinterCast share has declined.
As we mentioned in our 3Q Interim Report, it is inevitable that the global economic crisis will affect SinterCast, both in the customer market and in the share market. The most recent “Automotive Stock Watch”, published by Automotive News Europe and PricewaterhouseCoopers on 8 December 2008 shows that, on average, the shares of the survey’s regularly followed group of 15 representative automotive suppliers are down by 72% from their 12-month highs. The ‘best’ performer is down by 52% and the worst is down by 100%. Eight of the 15 are down by more than 66%. SinterCast is neither unique nor immune.
Although there have been many published opinions about the global economy and the automotive prognosis for 2009 and 2010, the truth is that nobody knows how the crisis will evolve and how/when it will recover. The CEO’s of many major OEMs have declined to comment on 2009/10 volumes stating that it would be “dishonest” or “irresponsible” to provide public projections at this time. We agree with this position. Certainly, if the OEMs do not yet know their volumes, it is not possible for SinterCast to know more. This also applies to the questions that we have received regarding the Company’s liquidity. At the moment, there are no plans to seek a new cash injection, but the cash position obviously depends on the length and depth of the downturn. We have an active Liquidity Protection Plan where we carefully and regularly review different market scenarios and adjust the expense side accordingly. Spending is limited to items required for the operation of the Company and the support of customers. The most professional thing that SinterCast can do is to monitor the development on a regular basis and to read-and-react in the best interest of the Company and its shareholders.
Throughout all of this, SinterCast has one important advantage. SinterCast is not a ‘normal’ supplier of automotive components. For the component or commodity suppliers, when the global market declines by x%, their revenues equally decline by x%. However, for SinterCast, many of our current programmes are still in the ramp-up phase and may be more vulnerable to a decreased growth rate rather than a volume reduction. And, for the new launches, even if the volumes may not be as high as originally expected, all new production provides incremental volumes.
Many shareholder e-mails have also suggested that more Press Releases would be helpful. With respect, we do not believe that this is appropriate. We will issue Press Releases when we receive new orders, but it is not our intention to issue general updates. General information won’t attract new investors to the Small Cap segment, and such Press Releases can also put the Company’s credibility at risk. We don’t believe that general updates will be helpful, and issuing such releases would take valuable time away from the most important focus – the business development.
SinterCast has established its technology and grown a strong business base. There is no need to change the strategy or the business model. However, like most companies, we are entering into a difficult 2009 and we will apply our experience and determination to navigate the best possible path for the Company. |
|
|
Denna säger allt om läget för Sintercast!
"Throughout all of this, SinterCast has one important advantage. SinterCast is not a ‘normal’ supplier of automotive components. For the component or commodity suppliers, when the global market declines by x%, their revenues equally decline by x%. However, for SinterCast, many of our current programmes are still in the ramp-up phase and may be more vulnerable to a decreased growth rate rather than a volume reduction. And, for the new launches, even if the volumes may not be as high as originally expected, all new production provides incremental volumes."
www.sintercast.com |
Från VCW
Tror ni verkligen att motorer som är framtagna för miljarder och som ligger längst fram i motor och miljöutvecklingen skulle försvinna om en tillverkare går i graven? Där har ni fel. Rättigheten att tillverka och använda dessa motorer kommer naturligtvis omedelbart att köpas upp av någon annan producent. Motortillverkarna har god koll på sina konkurrenter och vad som är attraktivt att komma över. För övrigt tror jag att GM och Chrysler slår sina påsar ihop, skrotar en del av sina märken men framförallt behåller de motorprogram som nu är i startgroparna och som bedöms vara state-of-the-art på marknaden, här finns Sintercast.
Det företag som tjänat bäst på oron runt GM/Chrysler är Ford. Biltillverkarna GM och Chrysler har hävdat att man tappat kunder som ej vågat köpa deras bilar eftersom de är oroliga för vem som ska stå för serviceåtaganden. Det skulle inte förvåna mig om Ford nu utnyttjar den handlingsförlamning som finns hos GM/Chrysler och gör allt för snabbt få ut sin 4.4 litersdiesel i CGI. Och ni som tvivlar på SUV:s ska veta att det är dessa bilar som de tre stora tjänar sina pengar på, dvs de är nyckeln till en vändning.
Dieselpriserna har den senaste tiden sjunkit snabbt i USA från närmare 500 cent /gallon i januari 2007 till 240 cent/gallon den 15 december 2008.
kopia
Jag skulle vilja säga att rapporten gav mer än vad jag förväntade mig, då jag var ganska negativt inställd dessförinnan.
Det gäller verkligen att försöka läsa mellan raderna och gör man det finns det onekligen en hel del godbitar. Jag håller med om att 2009 blir det verkliga "startskottet", vilket man också gjort gällande från bolagets sida, men precis som du är inne på lär (eller skall) slutet av 2008 bli bra. En kort redogörelse för mina iaktagelser:
- Utdelningsförlaget till årsstämman 2009
Detta har nämnts tidigare men nu lyfter man fram det än tydligare, i kursiv stil. Man använder formuleringar som "positivt resultat, ökande marknadsaktiviteteter och betryggande likviditet" som en grund för utdelning, tillsammans med en intention att lämna ett första utdelningsförslag till årsstämman 2009. Detta tyder på att svarta siffror är nära förestående och jag upplever det som en uppmaning till aktieägarna att hålla ut, belöningen kommer strax. Detta styrks ytterligare av resonemanget om kassaflödet.
- Positivt kassaflöde för helåret.
Det kanske inte låter så märkvärdigt, men då skall man komma ihåg att man hade ett negativt kassaflöde om 4,6 mkr för första halvåret och att man köper hem två stycken System 2000 till lagret som påverkar kassaflödet under det fjärde kvartalet. Man måste alltså under årets 6 sista månader prestera ganska mycket omsättning och/eller resultat för att hämta igen ryggsäcken man har med sig.
Bolaget har löpande kostnader, vilka dessutom ökat genom nyanställningar, som skall finansieras och även om man säljer ett antal nya system och ökar försäljningen av provkoppar rejält är dessa förenade med en inköpskostnad, vilket gör att det inte blir så "mycket över" på denna typ av försäljning. För att uppnå ett neutralt kassaflöde för helåret måste, som jag ser det, helt enkelt licensintäkterna komma öka rejält och i snabb takt. Början på hockeyklubban?
- Volvo och Cifunsa
Cifunsa har offentliggjort att de fått tre kontrakt, vilket är en förklaring till att köpt en ytterligare provtagningsmodul i slutet på 2007. Volvo har nu också köpt en provtagningsmodul till, vilken knappast lär behövas eller vara avsedd för att klara av den hittills enda kända produktionen av en Penta-motor. Det har funnits spekulationer kring att Volvo kommer gå över till CGI på bred front, på motsvarande sätt som DAF, och detta är en indikation god som någon.
- Nya marknader
Man håller nu aktivt på med förhandlingar avseende CGI-program även i Ryssland och Japan, vilket jag inte mig tycker ha sett offentliggjort tidigare. Man mutar in allt större del av världskartan och här har vi sannolikt ytterligare nya slutkunder...
- Ytterligare aktivering av uppskjuten skattefordran
Man har "säkerställt" ytterligare kommande positiva resultat. Oklart dock vilken tidshorisont som gäller.
- Mer i pipen
Precis som du anger är det 200 000 ekvivalenter mer i pipen nu än per siste mars. Det är lite av en prestation att den ökar trots att så många fordonsfabrikanter har det ordentligt tufft nu. En bra indikator på att CGI-trenden är väldigt stark nu.
Som sagt en hel del positivt och bättre än jag väntat mig, så jag har beslutat mig för att bekosta en ombyggnad av mina badrum på annat sätt än att sälja av SinterCast-aktier. En utdelning nästa år får finansiera räntan :-).
När det gäller utdelningen förresten är det ju tvärtemot vad många tror inte nödvändigt att bolaget gör ett plusresultat 2008 för att en utdelning skall lämnas. Utdelningsbart eget kapital finns redan och det räcker alltså med tillräckligt med pengar på banken för att bolaget skall kunna lämna en utdelning och jag tror nu att det skall väldigt mycket till för att den inte skall bli verklighet.
----------------------------------------------
Internal combustion engine designs are progressing to meet high-performance requirements with resepct to reduced fuel consumption and emissions. Compression ignition engines (diesel engines) involve high-bore pressures for combusting fuel. Advancements in diesel engine designs have placed higher performance demands on the materials used for manufacturing engine blocks, cylinder liners, and cylinder heads. Progress in diesel engine technology has created designs that require engine blocks with high-bore-pressure specifications. The next generation diesel engines involve peak bore pressures of the order of 135 BAR to 160 BAR during combustion. The increased bore pressures require the use of high-strength materials for engine blocks and cylinder heads. One such material under consideration by some automobile manufacturers is compacted graphite iron (CGI).
--------------------------
Casting Process Simulation of Compacted Graphite Iron
The use of Compacted Graphite Iron (CGI) is expanding especially into newly developed engine block castings. The successful introduction of this relatively new material to the casting designers requires the foundry engineers to provide detailed material property predictions and casting process knowledge. Based on casting trials with detailed microstructure analysis, a new simulation tool has been developed to predict shrinkage behavior and microstructure (i.e. nodularity), which are of tremendous importance to the mechanical properties of the casting. This paper will describe the development process of this new casting process simulation tool using comparisons of real castings to simulation results.
SANDVIK Coromant has written about some of the challenges of machining compacted graphite iron (CGI), which is seeing increased use in the automotive industry.
CGI is used to create engine block, cylinder heard and bearing cap castings for diesel trucks. It has half the weight of conventional gray cast iron, while providing twice the strength and stiffness. This means engine block wall thicknesses can be minimised, providing savings in weight and fuel consumption.
-------------------------------------------------
| |
------------------------------------------ |
|
|
----------------
Martin Selin
Ph.D. Candidate in Foundry Technology
Research
The research is focused on thermal conductivity and mechanical properties in compacted graphite iron, CGI. Some key issues are:
- How does the shape of CGI particles affect thermal conductivity?
- Investigate the influence of metal matrix on thermal conductivity.
- How does alloying elements and amount affect metal matrix and thermal conductivity?
- Investigate the difference in tensile strength at room- and elevated temperature.
- The influence of alloying additions on tensile strength at elevated temperature?
Biography
Martin Selin has a degree of Master of Science in Material Engineering from Uppsala University. In august he began his PhD studies at School of Engineering in Jönköping at the department for Component Technology. The title of Martin's project is Design-, material-, and process development of high performance compact graphite iron (CGI) components for environmentally friendly combustion engines, part III. The project is collaboration between JTH, Volvo Powertrain, Daros Piston Rings and the Knowledge Foundation.
Content checked / updated 02 June 2008 | Administered by Martin Selin
Paccar's MX Now Being Developed for US EPA 2010
Steve Sturgess • Executive Editor
Underscoring the upcoming introduction of its own big-bore engine, Paccar recently hosted a press visit of its DAF facilities in Europe where the engine has been in production for more than two years.
The tour included the engine labs that have been significantly extended and enhanced, adding capacity and technology to prepare Paccar engines for the next emissions steps in both North America and Europe. Additional Paccar facilities visited included the site for production of the engines for current DAF trucks and the test track for an opportunity to drive the 12.9-liter that will power Peterbilt and Kenworth trucks here by the end of the decade.
The visit included an opportunity to see DAF trucks in production in the United Kingdom and in The Netherlands.
At the big RAI Centre show in Amsterdam, DAF showcased its hybrid truck effort with an announcement of a pilot program for the UK.
Of course, the 6-cylinder big-bore MX was not new to the Dutch show. It was introduced at the Hanover truck show late in 2004, entering production in May 2005. In the interim it has been used with great success by Paccar's European brand DAF to power nearly 35,000 cabover XF and CF heavy trucks. In many European markets where these international and regional haulers compete, a combination of Paccar quality and process and the MX engine's performance and reliability have propelled DAF to the No. 1 or 2 market position.
In production at the plant in Eindhoven in the Netherlands, the 12.9-liter MX is destined to come to these shores by 2010. Already it has been shown at last year's Mid-America and Dallas truck shows. At the latter, the engine was featured in both Peterbilt 389 and Kenworth T800 models. This time in the Netherlands, during the tour of the vastly extended engine research and development facilities in Eindhoven, we saw both a Kenworth and a Peterbilt with MX engines installed.
By the time the engines become options in the Paccar brands in North America, the 12.9-liter engine will be assembled here in a plant currently under construction in Columbus, Miss. While Paccar officials are being very close-mouthed about its introduction, a release in the 2009/2010 timeframe is highly likely. Introduction in 2009 would allow the engines to be introduced with EGR emissions technology which, based on the Kenworth and Peterbilt examples viewed in both the United States and in Holland, may well include series turbocharging. For the 2010 regime, the high specific output of the MX may mean it will also feature selective catalytic reduction as an exhaust aftertreatment. For Euro 5, which is a popular spec in Europe, the MX features SCR.
The introduction of the MX in the Paccar brands here is a widely anticipated move by Paccar. The engine is an entirely modern design with sufficient displacement to offer up to 510 horsepower and 1,850 pounds-feet of torque in its current European configuration. By hiking production to include Peterbilt and Kenworth, Paccar can maximize the investment in the engine while moving both North American brands towards a more vertical model, less dependent on engine suppliers Cummins and Caterpillar.
Also, having its own engine allows Paccar to be more sensitive to market demands and less captive to increased pricing from the engine suppliers or even to production interruption should one decide to withdraw from the marketplace come 2010.
Engine Specification
The 12.9-liter MX has wet cylinder liners to give more direct cylinder cooling and engine rebuildability. An in-block camshaft operates the valves and unit injection pumps, enabling a low engine height and fewer components - both desirable in its current cabover installation. Compact graphite iron for the block and cylinder head saves weight, yet adds stiffness and contributes to the engine's durability and low noise levels.
The one-piece, cross-flow cylinder head features an integrated inlet manifold and four valves per cylinder fitted in a 30-degree diamond position. The overhead and powerful engine retarder were developed by Jacobs.
The engine's SMART high-pressure fuel injection system was developed in cooperation with Delphi and is fully integrated into the cylinder block. Injection follows a multiple-event strategy with pre-injection and post-injection cycles for emissions control with low noise. The MX also features a Wabco air compressor and an integrated oil module with cartridge filter, oil cooler, spinner bypass filter and thermostat.
To date, Paccar has not decided on the technologies it will use to meet 2010 standards, said Alan Treasure, Paccar director of marketing during the engine laboratory visit.
"We're testing [SCR], but we're also testing every other technology," he said to my question about the two-stage, series turbocharging. "Even though they are using SCR in Europe, they are happy to work with us on an EGR solution," added Jeff Sass, Kenworth director of marketing, planning and research. "It's truly a global company."
Testing is ongoing at this new engine research and development center in Eindhoven. It has recently been expanded with 20 new emissions and durability cells to a total of 34 cells. This supports DAF engine production - there's a 9.2-liter as well as the 12.9 - currently running at a total 50,000 engines a year. The laboratory is so new that it had yet to be officially opened by fall 2007.
The new MX engine is a compact package weighing only 2,510 pounds as it is available in DAF's heavy-duty CF and XF models. In those trucks, it is mostly paired with the 12-speed ZF AS Tronic automated transmission, available in North America through ArvinMeritor as the Freedomline. This is the setup we were able to drive (see sidebar) at the DAF proving ground near Eindhoven in Holland. In North America, given the much slower acceptance of the automated transmission, the Peterbilt and Kenworth installations will likely feature a wide availability of different transmissions, perhaps even the manual 16-speed ZF alternative to the AS Tronic.
-----------------------------------
Toyota is busy working on a new range of clean diesels for North American pick-ups and SUVs. Diesel engine technology has come a long way since the days of dirty smelly engines and one key development of late is the use of compact graphite iron (CGI) for the engine block, which cuts down on weight and reduces noise too. Further advances in diesel engine refinement coupled with improved fuel economy as well as the doubled life expectancy compared to a gasoline engine could make Toyota’s diesel option the preferred choice.
-------------------------
In the inline 6-cylinder MX, Paccar has integrated as much piping as possible directly into the compact graphite iron (CGI) cylinder block and head, thereby reducing the number of components and improving reliability. Using CGI saves weight and contributes to the engine’s durability and low noise levels, Paccar says. The one-piece cross-flow cylinder head features an integrated inlet manifold and four valves per cylinder fitted in a 30-degree diamond position.
Idag den 26 juni kom det en bra release som visar att bolaget går strålande tider till mötes och att de har mer att göra än någonsin.
Från Sintercast
Pressmeddelande: 26 juni 2008 Global efterfrågan på SinterCasts teknologi fortsätter att öka
• Offerter på nya installationer uppgående till mer än 20,0 MSEK utskickade
• Serieproduktion i stora volymer påbörjas under början av 2009 för nordamerikanska fordonstillverkare
• Nya produkter och produktionsmöjligheter i Asien
Den ökande globala efterfrågan på kompaktgrafitjärn (CGI) har resulterat i flera nya diskussioner om installationer i
Europa, Asien och Amerika. Under det första halvåret 2008 har SinterCast erhållit offertförfrågningar på potentiellt
sju nya gjuteriinstallationer, både avseende kärnmarknaden för motorblock och cylinderhuvuden, och för andra CGI
komponenter. Totala ordervärdet på dessa nya offerter överstiger 20,0 MSEK. En av installationerna, som är
planlagd som en förlängd demonstration hos ett större internationellt gjuteri, har redan accepterats och utrustningen
ska levereras under augusti 2008. För att svara mot den ökade efterfrågan på installationer och för att reducera
ledtider vid order, har SinterCast gjort beställningar på ytterligare två System 2000 som ska finnas i lager.
På den viktiga nordamerikanska marknaden, kommer serieproduktion i stora volymer planenligt att starta i början av
2009 av fem nya V-dieselmotorer i SinterCast-CGI. Fastän motorerna, tillägnade för varje större nordamerikansk
fordonstillverkare, är bestämda för fordon av årsmodellen 2010, måste gjuteriproduktionen påbörjas under första
halvåret av 2009 för att möjliggöra gjuteriproduktion, transport, bearbetning, motormontering, slutmontering och
distribution till bilhandlare. Trots marknadsnedgången för pickuper och SUV:ar i USA, beroende på de senaste
bränsleprisökningarna, är totalmarknaden för pickup- och SUV för motorer i SinterCast-CGI fortfarande stor,
överstigande fler än 5 miljoner enheter årligen. De nya SinterCast-CGI dieselmotorerna kommer att ge 30-40 %
förbättrad bränsleekonomi jämfört med nuvarande bensinalternativ och ökade bränslekostnader kan gynna ökad
dieselanvändning. Parallellt med den ökade medvetenheten om kompaktgrafitjärn i Nordamerika, har SinterCast fått
beställningar på två nya produktutvecklingsprogram. Utvecklingen påbörjas under det tredje kvartalet 2008.
SinterCasts marknadsnärvaro och kända varumärke på den asiatiska marknaden fortsätter att utvecklas positivt.
Under China Foundry Association (CFA) kongressen och Metal China foundry mässan den 1-6 juni, erkändes och
lyftes SinterCast fram som den ledande produktionsteknologin för CGI av både CFA och Foundry Research Institute
of China’s största fordonstillverkar – First Automobile Works. SinterCasts närvaro på den kinesiska marknaden har
också stärkts genom serieproduktionsstarten hos Da Shiang Precisions gjuteri i Tianjin. Exporten av de första
turbohusen i SinterCast-CGI har redan påbörjats för en större europeisk fordonstillverkare och produktionsplanering
för ytterligare en exportkomponent i stora volymer är i slutskedet med en förväntad produktionsstart under 2008.
Serieproduktionen för ännu en transmissionskomponent i SinterCast-CGI har också påbörjats under första halvåret
hos Componenta Döktaş gjuteri i Turkiet, vilket reducerar vikten i SinterCasts minsta komponent till endast 1,6 kg.
”Vi har upplevt en klar uppgång av kundaktiviteter under det första halvåret 2008”, sa Dr Steve Dawson, VD.”
Våra ingenjörer har varit mer upptagna än någonsin och förhandlingar avseende nya installationer är fler än
någonsin. Vi fortsätter att se positivt på den globala potentialen för CGI och för Nordamerika har våra bedömningar
avseende volymer ännu inte påverkats av den minskade försäljningen av pick-uper och SUV:ar. För SinterCast är
fokus på antal sålda dieselmotorer, inte total fordonsförsäljning”.
Stockholm den 26 juni 2008
----------------------
Mortimer skriver :
Most independent foundries in North America are equipped with SinterCast's process control technology; in Europe, onlyBrühlwerke, Mercedes-Benz's Mannheim foundry and the Fritz Winter foundry persevere with 'in house' CGI process control technology, most other large foundries use the SinterCast route, including most recently Volvo Powertrain
Det ger som jag ser det tre alternativ till gjuteriet bakom formuleringen i releasen den 26 juni
"En av installationerna, som är planlagd som en förlängd demonstration hos ett större internationellt gjuteri, har redan accepterats och utrustningen ska levereras under augusti 2008."
De övriga sex bör innefatta det mest aktuella som vi känner till idag såsom Scania, men det kan faktiskt även vara Scania vi ser bakom formuleringen ovan. När vi bockat av alla de sex nya anläggningarna så lär flera av tyskarna som idag håller på med hemkok att vara med på Sintercast-vagnen.
-----------------------------------------
LeMans 24 hrs 2008 14-15juni.
Med en snitthastighet under ett dygn på över 216 km/h så vann Audi med sin V12a knappt före Peugeot som tog 2 och 3 plats och sedan var det två Audi och den sista Peugeoten. Alla de sex första platserna togs alltså av dieselbilar och den bästa bensinmotorbilen varvades hela 19 ggr av vinnaren. Peugeot passade på och slog ett gammalt varvrekord som stått sig sedan 1973.........Audi vann för åttonde gången på raken.
Audi har som bekant kommit med en serietillverkad V12-motor avsedd för Audi Q7 och nya R8 men Peugeot har ingen serietillverkad motor än. LeMansreglerna begränsar slagvolymen på diesel till 5.5 liter och bensinarna till 6 liter, men den fördelen räcker inte för att det skall bli spänning. Det var diesel för hela slanten.
Serieversionen på 6 liter :
The 83.0 mm (3.27 in.) bore and 91.4 mm (3.60 in.) stroke produce a total displacement of 5,934 cc – just like the 3.0 TDI. At only 684 mm (26.93 in.) long, this large diesel engine is very compact and just 166 mm (6.54 in.) longer than the V8 TDI. This compact length is key to accommodating the V12 in the mid-engined Audi R8.
The V12 TDI crankcase is made from gray cast iron with vermicular graphite – a high-tech material referred to as GJV-450 that is already used on the V6 and V8 TDI engines. GJV-450, made by a patented casting process ( Sintercast) , is about 40 percent more rigid and 100 percent more fatigue-resistant than gray cast iron. This enabled the developers to make its walls thinner, cutting its weight by around 15 percent compared with conventional gray cast iron.
Le Mans: Audi achieves second Le Mans hat-trick
Jun 15, 2008
The Audi R10 TDI remains unbeaten in the Le Mans 24 Hour race: in its third attempt, the diesel sportscar won the French endurance classic yet again. After the incredible thrill of the 76th edition of the race, Dindo Capello (Italy), Tom Kristensen (Denmark) and Allan McNish (Scotland) triumphed at the wheel of the Audi R10 TDI number 2.
The widely anticipated duel between Audi and Peugeot definitely kept its promise: in front of a record crowd of 258,500 spectators, the two car manufacturers entered into a thrilling battle with their diesel sportscars which Audi finally won by a margin of 4m 31s.
During the entire race distance, the winning Audi R10 TDI and the best Peugeot 908 was never separated by more than a lap. After Peugeot initially set the pace, both the reliability and efficiency of the Audi R10 TDI gained the upper hand at night. After rain set in at Le Mans, Dindo Capello, Tom Kristensen and Allan McNish took the lead at 05:17 and held it until the finish at 15:00 hours.
On a rain-soaked track, the Audi drivers fully profited from the superiority of Audi TDI Power and led the field by a margin of one lap. In addition, they took advantage of the fact that Audi Sport Team Joest had entered the race with a set-up that was the best compromise for both dry and wet track surfaces. Whilst the opposition had to change their cars during the race to a rain set-up, Audi only needed to change tyres.
Changing tyres, however, was an exercise that was practiced frequently as the conditions changed throughout the second half of the race owing to the weather. Slicks, intermediates, and rain tyres – it was crucial to take the most suitable tyres at the correct time.
Audi Sport Team Joest and the Audi drivers fully exploited their experience and operated faultlessly. The only frightening moment occurred in the dramatic final phase when there was a collision between the leading car and a backmarker involving the innocent Tom Kristensen. In that situation, the sheer strength of the Audi R10 TDI became visible as well. The car ran faultlessly without the slightest technical lapse during the 24 hours.
Scotsman Allan McNish scored his second Le Mans victory after his inaugural 1998 triumph – 2008 being his first win with Audi. Tom Kristensen, from Denmark, extended his existing record to eight Le Mans victories now. Italian Dindo Capello won for the third time after 2003 and 2004.
For Audi Sport Team Joest, it was the third successive victory with the Audi R10 TDI. Thus, a hat-trick has been achieved for the second time after 2000, 2001 and 2002: three Le Mans victories achieved by one team. The Le Mans winners’ trophy that normally needs to be returned 12 months after each single victory is therefore in the possession of AUDI AG for good.
The other two Audi R10 TDI cars finished fourth and sixth. Youngsters Lucas Luhr, Alexandre Prémat and Mike Rockenfeller were in contention for a podium finish until shortly before the end and had previously occupied third place. In the penultimate hour of the race, however, the oil filter of their V12 TDI engine had to be changed.
Frank Biela, Emanuele Pirro and Marco Werner also encountered bad luck: the winning trio of 2006 and 2007 lost all chances for a better result on Sunday morning when a clutch had to be changed owing to a spin and the subsequent re-start in second gear.
In its tenth attempt, Audi has won the Le Mans 24 Hour race for the eighth time. Since 2000, Audi technology has been victorious at Le Mans. "This was a success of drivers, team and the efficiency of the Audi TDI technology – a triumph of reliability”, said Rupert Stadler, Head of the Board of Management of AUDI AG who followed the race at Le Mans personally in the Audi pit garage. "It was the most tense Le Mans race I remember. We had a very strong opponent who had an extremely fast car. But once more, it became obvious that Le Mans particularly rewards reliability and efficiency. I am proud of this team. And every Audi employee and customer can be proud, too.”
----------------
Fords kommande motorer avhandlar man i Automotive Engineer och den sidan har Sintercast lagt ut under sin site. En anmärkningsvärd omständighet om man inte tycker att det stämmer som står i artikeln...
The floodgates for CGI are about to open, say its
advocates, its superior properties allowing smaller
and lighter engines with improved performance and
fuel economy making it the material of choice. There
have even been predictions that four out of every five
light duty diesel engines will be made out of this
material in the future.
Some of the more ebullient reports, talk of a potential 10 million engines a year made using CGI blocks.
http://www.sintercast.com/data/content/DOCUMENTS/200431814827451automotiveengineer0702.pdf
--------------
Vem döljer sig bakom denna formuleringen från 6 nov 2007 ? Inte MAN eller Navistar utan..
"Luiz Tarquínio, President och C.E.O. hos Tupy säger, “Startskottet för serieproduktion av CGI vid vårt, för tunga fordon, specialiserade gjuteri i Mauá symboliserar ytterligare en milstolpe för Tupy. Vi betraktar tunga motorblock och cylinderhuvuden i CGI som ett nyckelområde för tillväxt och vi stödjer
för närvarande produktutveckling av motorer i CGI för tunga fordon som kommer att mer än fördubbla den sammanlagda MAN- och Internationalvolymen. "
från
http://hugin.info/1205/R/1166264/228295.pdf
Är det DAF? I så fall är det snart dags för annonsering även av dem!
-----------------------------------
| |
|
Find this article at:
--------------------------
LAS VEGAS (Jan. 24, 2008) — Order books opened this week for the most advanced Class 8 integrated diesel powertrain at International dealerships across North America. The new MaxxForce™ 11 and MaxxForce 13 Big Bore engines now offer heavy commercial truck buyers a fuel-efficient, powerful, durable and startlingly quiet powerplant in an integrated truck-engine package backed by the largest channel of commercial truck service locations in the United States and Canada.
-----------------------------
WARRENVILLE, Ill. — October 31, 2007 — International Truck and Engine Corporation, a Navistar company, today announced that MaxxForce™ brand diesel engines will meet the stringent U.S. federal 2010 emissions standards for all its core applications without the use of selective catalytic reduction (SCR) systems. The company’s strategy is designed to provide customer driven solutions to reduce costs and maintenance needs for buyers of International® brand vehicles when the next EPA on-highway emission standards take effect. International is North America’s largest combined commercial truck, school bus and mid-range diesel engine producer.
-------------------------
At the Mid-America Trucking Show, International executives provided details behind the new MaxxForce™ big bore engines’ other technologically advanced systems, components and materials, which provide Class 8 customers:
- Higher strength without added weight — The North American commercial truck market’s first compacted-graphite iron (CG Iron) cylinder block is up to 300 pounds lighter compared to the traditional gray iron that other engine blocks are made from. CG Iron is 70 percent stronger, 40 percent stiffer and has twice the fatigue strength of traditional gray iron. This provides longer service life and higher payload capacity.
- Low noise, vibration and harshness — The high-pressure common-rail fuel system, pronounced cylinder block ribbing and other design enhancements make the MaxxForce big bore engines startlingly quiet (3-5 dBA quieter) compared to current big bore engines. This results in exceptional driver comfort and experience.
|
Scania
De borde ha bråttom att få in en installation under sommaren för att vara på plats inför nästa års produktion av både block och toppar som redan är annonserade att komma i CGI.
|^^^^^^^^^^^^|
|SCANIA TRUCK |'|""";.., ___.
|_..._...______===|= _|__|..., ] |
"(@ )'(@ )""""*|(@ )(@ )*****(@)
STOCKHOLM (Direkt) Caterpillar och Navistar har
träffat ett avtal om samarbete. Bolagen ska framför allt
fokusera på samabete inom service och utveckling av
långdistanslastbilar.
Caterpillar ansesinte ha tillräckligt bra och rena motorer ( utan CGI ) för att klara de kommande avgaskraven men Navistars MaxxForce-motorer med CGI i blocken klarar kraven. Produktionen av dessa supermotorer med Sintercast CGI i blocken har nu pågått några månader. Det påbörjade samarbetet kan mycket väl innebära ett uppsving för Navistar-teknik även hos Caterpillar men i så fall blir det någon form av licenstillverkning. Möjligheten att tekniken sprider sig inom andra segment hos Caterpillar får anses vara stor. Cummins blir utan den tidigare konkurrensen från CAT och deras aktie drog 10 % på nyheten. Cummins kommer inom kort att annonsera någon/några CGI-motorer enligt initierade bedömare. Jag håller Cifunsa som en het kandidat till produktionen.
"Engine Technology
Under the alliance, Caterpillar and Navistar plan to cooperate on engine development, incorporating “best in class” technologies from both companies. Caterpillar and Navistar intend to work together on development of mid-range engines for diesel applications, such as school buses and utility trucks. This engine development would support each company’s stated path not to utilize urea-based Selective Catalytic Reduction (SCR) technology.
“There are many opportunities for technology sharing and development that would result in the ability to better meet the worldwide demand for diesel engines in both on and off-highway applications,” said Jack Allen, President, Navistar Engine Group.
“In the past 15 years, Cat has become significantly less dependent on the sale of on-highway truck engines in the total contribution of our global engine profitability,” said Oberhelman. “Our global power systems business has grown significantly—in fact we supply approximately 400,000 diesel engines annually outside of the on-highway truck market. We intend to remain the world leader in clean diesel engines, and this collaboration is a key enabler.Today Navistar is the largest North American producer of mid-range diesel engines and Class 6-8 commercial trucks and buses.”
---------------
Den lilla tävling som jag nu dragit igång finns nu på sidan
http://web.telia.com/~u41124645/utdelning.htm
nu mer än 6000 besökare ..
SinterCast® är världens ledande leverantör av processtyrningssystem för tillförlitlig volymproduktion av
kompaktgrafitjärn (CGI). Med minst 75 % högre draghållfasthet, 45 % högre styvhet och med en ungefärlig dubbel
utmattningshållfasthet mot konventionellt gjutet gråjärn och aluminium ger CGI ingenjörerna möjligheten att förbättra
prestanda, bränsleekonomi och hållbarhet samtidig som motorns vikt, buller och avgasutsläpp minskas. SinterCast
tillverkar många olika CGI-komponenter i storleksordningen från 2,1 kg till 17 ton och alla använder samma
processtyrningssystem. Slutanvändare av SinterCast-CGI-komponenter är Aston Martin, Audi, Caterpillar, Chrysler,
Ford, General Electric Transportation Systems, General Motors, Hyundai, International Truck and Engine, Jaguar,
Kia, Land Rover, MAN, MAN B&W Diesel, PSA Peugeot-Citroën, Rolls-Royce Power Engineering, Toyota,
Volkswagen, Volvo och Waukesha Engine.
SinterCast-aktien är noterad på OMX Nordiska börs i Stockholm på Small Cap-listan (Stockholmsbörsen: SINT).
Denna sidan är helt privat även om jag har en del aktier i företaget.
------------------------------------------------------------------------
Information om Sintercast +lite annat smått och gott.
----------------------------------
TRUCK TALK
Nissan truckin' into a changing market
Tim Spell
Sunday, June 1, 2008
Mindsets of U.S. consumers are rapidly changing, with escalating gas prices fueling interest in pickups that come with good EPA ratings.
"The world is changing, and if there is an opportunity in the market, we will take it," said Giuseppe Cavallo, global manager for Nissan communications.
For global manufacturers with diverse product lines, such as Nissan, looking overseas might provide solutions. Possibilities of satisfying U.S. market needs will be in "rebadging," borrowing design and technology from trucks sold in Europe.
Nissan hosted an event called "Nissan 360," providing journalists the opportunity to review its global lineup at a single location. Compact pickups with potential to be wedged into U.S. niches were among the showcase vehicles.
While Nissan has not expressed interest in marketing any of the European pickups in the United States, the event demonstrated how foreign markets that have endured lofty fuel prices for years have coped.
Nissan's European compact pickup, the Navara, which looks like the Frontier, was shown during the press event. Just as in the U.S. market, the Navara is offered as an extended-cab King Cab and a Double Cab, which is labeled Crew Cab in the United States.
The key ingredient separating the Navara from the Frontier is its diesel powerplant. A 2.5-liter common-rail-diesel, delivering 171 horsepower and 297 pound-feet of torque, motivates this pickup. Estimated combined fuel economy fuel economy is 23 miles per gallon.
By comparison, a base model Frontier's 2.5-liter four-cylinder engine produces 152 horsepower and 171 pound-feet of torque. Mated with a five-speed manual transmission, its estimated combined city/highway fuel economy is 21 mpg.
Also on display was a utilitarian NP300 compact diesel-powered 4x4 pickup, sold to the European market as a "Light Commercial Vehicle." Its body is a past-generation Frontier, last marketed in the U.S. for the 2004 model year. Making this plain truck plainer is that it is a Regular Cab, last sold by Nissan in the U.S. during the 2001 model year, before personal-use consumers drove the Nissan selection only to the King Cab and Crew Cab.
Under this hood, featuring a distinctive air scoop, is a 2.5-liter four-cylinder diesel, mated with a five-speed manual transmission. Alongside the tall floor shifter, is an old-school 4x4 transfer-case lever. The NP300's combined fuel economy is near 26 mpg.
The diesel powers the NP300 with 133 horsepower and, importantly, 224 pound-feet of torque. It's capable of hauling a 2,414-pound payload and towing about 6,600 pounds.
Three all-new Light Commercial Vehicles, to be built at Nissan's Canton, Miss., plant, are scheduled for sale in the U. S. in 2010. While Nissan has not released details on the trio, Cavallo said the offerings would be a truck/van combination. Diesel engine technology - a product of a partnership with Cummins - will be showcased in at least one of the new vehicles.
"Nissan has partnered with Cummins Inc. for the development and supply of two diesel engines, which will meet 2010 EPA and CARB emissions standards," said John Schilling, a Nissan spokesman. "The engines will be tailored specifically for Nissan."
Because Nissan's LCV division has no sales background in the United States, it can approach the type of vehicles it introduces with a "fresh eye," Cavallo said. "We come into the market from scratch, so we hope to surprise you."
The goal after a couple of years is for the United States to represent 10 percent of LCV sales, he said.
As a result of a newly announced partnership with Chrysler, Nissan's half-ton Titan pickup rolls into a new future on a platform shared with the Dodge Ram. Word has it the 2011 model will have a Nissan-inspired design.
Schilling said that while Nissan acknowledges the consumer trend for improved fuel economy, and is studying all available solutions, power train decisions would be announced at a future date.
It's likely this Ram in Nissan clothing will benefit from the Cummins turbodiesel, announced for the Dodge Ram 1500 "after 2009." Dodge reports the diesel meets 50-state emissions standards and delivers a 30 percent fuel economy improvement over the 5.7-liter Hemi V8.
The Titan's fuel economy also can be addressed with Dodge's new two-mode hybrid system, providing electric-motor power at low speeds or the full power of a 5.7-liter Hemi V8 at highway speeds. Chrysler reports a fuel-economy boost over a gas-only V8 of nearly 40 percent in the city and 20 percent overall.
SFCHRONICLE CARS is produced by the marketing department of The San Francisco Chronicle.
For advertising rates and information, contact Brian Maier at (415) 777-8956 or bmaier@sfchronicle.com.
-----------
------------------
Future Diesel Predictions 2008
Direct Injection
It's always risky to predict the future, but everybody else tries to this time of year, so why can't I? Diesel is going through its biggest transformation in 50 years. Everything is changing-the laws, the fuel, the engines, the vehicles, and even the people who drive them. To keep you up to speed, here are my 10 diesel predictions for 2008.
Premium Diesel FuelThere's really only one grade of diesel fuel that's available nationwide. Yet, the gasolineengine gang gets to pick from three or four choices when they go to the pump. I suspect there's money to be made from selling "premium diesel fuel," now that customers are driving $60,000 diesel vehicles.
They'll call the new fuel "number 3 Diesel," "Ultra-Diesel," or "Super Ultra-Low Sulfur Diesel." Smart marketing dictates that it'll have a biodiesel base, and they'll lure performance guys in by giving it a formula with a higher cetane rating.
Diesel Sports CarAudi is just itching to offer the R8 sports car (based on the Lamborghini Gallardo) with its 500hp V-12 TDI engine. Others are sure to follow suit.
Diesel: The New Performance EngineBye-bye big block.
The modern diesel engine can produce more than 500 horsepower and 1,000 lb-ft of torque with excellent street manners and great fuel economy. Even the weight penalty of the diesel could fall to the wayside, now that compacted-graphite iron (CGI) and aluminum are being phased in as the material of choice for engine blocks.
Diesels On The Big ScreenThis year's summer blockbusters are expected to showcase lots of diesels. There will be the obvious hero characters saving the day in lifted diesel-powered pickups. There will also be diesel-powered car chases and diesel trucks smashing through walls. It's rumored that The Fast and the Furious 4 will prominently feature a diesel-even if it's only Vin Diesel.
1/2-Ton Diesel Pickup
There's a race going on between Dodge, Ford, General Motors, nissan, and Toyota to see which will be first to market with a diesel. Oddly enough, it seems like it's a race no one wants to win. You'd think being first to market with a diesel- powered 1/2-ton would be a huge advantage in the truck market, but I suspect the OEMs may be afraid that a 1/2-ton diesel would erode the profits made on heavy-duty pickups.
I was convinced the Ford F-150 would be the first 1/2-ton pickup to market with a diesel, but now I'm not so sure. A diesel would really boost nissan Titan sales, and Dodge could step up and buy the new Cummins V-8 at any time to put in the Ram 1500. GM will offer its 4.5L Duramax in the hummer h2 and Suburban 2500 in 2009, but I don't consider either of those vehicles a 1/2-ton.
Smoke Goes Away.With mainstream status comes mainstream scrutiny. The federal government has taken notice of diesel enthusiasts, and while I don't expect a crackdown on older diesel trucks, I do foresee tougher laws and restrictions on '07-and-newer diesels. A few states are planning to implement emissions tests for lightduty diesels during the next two years. That'll mean no more removal of catalysts, and guys with mechanical injection may have a tougher time passing opacity (smoke) tests than those of you with electronic injection systems.
Crate EnginesDiesel swaps are extremely popular. The one thing that limits them is the number of engines available on the market. Until now, the only way to get a diesel engine was out of a wrecked truck, but in the next 12 months, I expect to see diesel crate engines for sale.
Motorsports Go MainstreamSled pulling and drag racing are leading the way, but rulebooks all over the country are being rewritten to accommodate diesels where they were never permitted before. Plan on seeing diesels take records away from gasoline vehicles in nhRA drag racing, SCCA road racing, SCORE off- road racing, and FIA land-speed racing.
Value Of Used Diesels Will Go UpEmissions laws and complex engine technologies will cause traditional mechanical injection and early common-rail diesels to gain popularity. Due to their simplicity and durability, '06-andolder trucks will become the muscle cars of the diesel segment. Unfortunately, the supply of these trucks decreases every day as rust, accidents, and high mileage take them off the roads.
Diesels In Hot Rod MagazineIt's already happened: Diesels have crept into the pages of hot Rod magazine. What I predict is that a diesel-powered vehicle will make the cover of hot Rod within the next 12 months. It'll likely be a '69 Camaro with a 1,500hp Duramax, but watch-it'll happen.
David kennedyDavid.
kennedy@sourceinterlink.com
------------------------
| Teksid Plans Investments Totaling $138 Million |
|
|
| Released on May 29, 2008
Automotive casting supplier Teksid do Brasil, Minas Gerais, Brazil, recently announced it will invest $108 million over the next two years to improve its existing iron metalcasting facility...
The majority of the funds, $60 million, will be devoted to increasing production capacity at the company’s existing iron plant in Betim, Minas Gerais, Brazil. The facility currently produces 2.2 million engine blocks per year; it will increase to 3.4 million. Teksid’s total iron casting capacity will grow from 300,000 tons to 360,000 tons.
Teksid reports that Brazilian demand for iron automotive castings grew by 13.1% in 2006, 27.7% in 2007 and is expected to grow by 35.4% in 2008. According to a Teksid spokesperson, that growth has prompted the investment in increased capacity. The company’s customers include Cummins, Fiat, Ford, FPT Powertrain Technologies, GM, MWM International, Renault, Scania, Toyota, Volkswagen and Volvo, and its parts are installed in almost 70% of the vehicles sold in Brazil.
http://www.moderncasting.com/content/view/492/101/
2005
Och vad finns då där på Teksid do Brasil.? Jo en Sintercastanläggning
Teksid Group
Product development supported at: |
1. Crescentino, Italy
2. Belo Horizonte, Brazil
3. Monclova, Mexico
4. Poitou, France |
| Installation: 2002 |
| Products: |
Iveco 12.0 litre V6 Cylinder Head, Car & Truck Product Development |
CGI-block från Teksid !
---------------------
från SVD med anledning av ordern till Teksid 2002
27/7 2002
Vad är er stororder från Italien värd?
Fråga & Svar Steve Dawson, vd Sintercast O-listenoterade Sintercast Technologies har kammat hem en stororder från italienska industrikoncernen Teksid Cast Iron Business Unit. Ordern gäller ett processkontrollsystem för tillverkning av grafitjärn, även kallat CGI.
Vad betyder ordern för er, Steve Dawson, vd för Sintercast? - Det är ett väldigt stort steg för Sintercast. Teksid är ett av de största gjuterierna i världen som tillverkar ungefär 12 procent av alla bilmotorer i världen.
Vad är den värd? - Det är konfidentiellt. Men jag kan säga att vi både tjänar på att vi har sålt utrustning och på att Teksid använder den. Vi får inkomst för installationen och sedan från en löpande licens.
Hur länge då? - För all framtid, licensavgiften är kopplat till produktionen. Det är så våra avtal ser ut.
Har ordern någon inverkan på er verksamhet? - Det är inte så att vi behöver anställda personal nu, men ordern är ett budskap till marknaden att CGI är en växande industri. Vi har en bra position nu. Vi har gjort investeringar under 12 år och nu börjar investeringarna ge resultat.
Vilka bilmotorer tillverkas i dag med CGI? - Audi V8 har gjort det sedan 1999 och det är 3 500 motorer per år. Och Ford ska starta tillverkning av V6-diesel nästa år med CGI-teknologi.
Hur många blir det framöver? - Ja, det tillverkas ju 40 miljoner personbilar varje år och genom att Teksid har 12 procent av marknaden betyder det att drygt 4 miljoner motorer kommer att tillverkas med Sintercasts CGI-teknologi årligen. Det är väldigt positivt för oss.
08-13 50 96, sara.larsson@svd.se
-----------------------
SINTERCAST: AVTAL HAR POTENTIAL GE BREAKEVEN 4 GGR OM - VD
26 juli 2002
STOCKHOLM (Direkt) Sintercasts avtal med italienska Teksid är en mycket stor och viktig affär för bolaget. Genom avtalet med Teksid säkrar Sintercast 10 procent av världsmarknaden i ett slag, vilket ger bolaget en mycket stark position Det säger Sintercasts VD Steve Dawson till Nyhetsbyrån Direkt. "Teksid gör tillräckligt med motorblock för att Sintercast skulle kunna nå break-even fyra gånger om. Om de inför CGI skulle vi egentligen inte behöva några fler kunder", säger han. Sintercasts målsättning, som Steve Dawson uttalade vid bolagsstämman, är att göra fem nya installationer under tiden fram till nästa stämma.
"Det här är den första", säger Steve Dawson. .... |
Vikt på tunga och lätta block
Tupy har uppgett att de gjutit en rak 6 cyl på 12 liter där CGI-blocket vägde 392 kilo och gjutvikten var 430 kilo. Om topparna också är i CGI så kan de väga 16 kilo /st enl samma källa. 6 cyl ggr 16 kilo ger 96 kilo till. Totalt 488 kilo om både toppar och block är iu CGI. Rätt nära 10 ekvivalenter/motor
detta är också en bra länk
"5. Conclusions:
The use of CGI in engine parts is just starting, but already shows its potential for the auto industry. Diesel engines cylinder blocks are the first natural candidates for development, but there are many studies aiming to cylinder heads and also to gasoline engines cylinder blocks. The increasing demands for light-weight design and for emissions reduction promise new opportunities for CGI."
.............................

Snacka om miljöarbete!
Som bekant så använder General Electric CGI från Sintercast i motortopparna i dessa lok. De gjuts hos MotorCastings i USA.
If every freight train in North America were pulled by an Evolution™ Series locomotive, the annual reduction in nitrogen oxide emissions would be equivalent to removing 48 million cars from the road each year.
Om alla nuvarande frakttåg i USA drogs av general electrics nya EvolutionSeries lokomotiv så skulle den årliga besparingen av Kväveoxid NOx ge lika mycket som om man tog bort 48 miljoner bilar från vägarna.
Nowhere is this more evident than with the GEVO-12 engine. The heart of the Evolution Series locomotives, the 45-degree, 12-cylinder, 4-stroke, turbocharged GEVO-12 engine produces the same 4,400 HP as its 16-cylinder predecessor. And it does it with greater fuel efficiency, lower emissions, and extended overhaul intervals. Enhanced cooling and higher-strength materials dramatically improve reliability and allow for future increases in power and efficiency.
Etanol kommer starkt och dessa motorer fungerar utmärkt även med etanolinblandning
Iowa Interstate Railroad, based in Cedar Rapids, Iowa, plans to
purchase 12 new locomotives to accommodate the production of five new
ethanol plants that will begin shipping on their regional system next
summer.
Dennis Miller, president of IIR, said the new locomotives are high-
efficiency and high-powered. "The 4,400-horsepower units are 18
percent more fuel efficient than traditional alternatives," he
said. "They will pull a train that would require two or three of the
railroads current locomotives, further reducing the railroad's fuel
consumption and maintenance costs."
Ethanol plants in Cedar Rapids, Menlo, Atlantic, and Council Bluffs,
Iowa, along with a new plant in Annawan, Ill., are expected to
increase railroad traffic growth by 25 to 30 percent in 2009.
The locomotives, which are manufactured in Erie, Pa., are valued at
more than $2.2 million and are scheduled to be delivered in October.
IIR is a regional railroad with about 550 miles of track between
Omaha, Neb., and Chicago with a branch line to Peoria, Ill. The
railroad has multiple connections to Class 1 railroads at various
U.S. locations.
(The preceding article by Timothy Charles Holmseth appeared on the
Web site of Ethanol Producer Magazine at ethanolproducer.com on April
29, 2008.)
-----------------------------------
Det är snart fem år sedan nu:
2003-11-06
STOCKHOLM (Direkt) General Electric Transportation Systems har inlett serieproduktion av dieselmotorer till lok där Sintercasts metod för gjutning i kompaktgrafitjärn, CGI, används i cylinderhuvudet. Det skriver bolaget i sin niomånadersrapport. Cylinderhuvudena gjuts vid Motor Casting i Wisconsin, USA, där Sintercast sedan 1999 varit involverad i prototyputveckling och nischproduktion med CGI. Produktionen beräknas uppgå till motsvarande 10.000 personbilsmotorer per år vid full kapacitet./
Nu kommer även en 16 cyl motor som troligen har samma typ av topp.
GE to Supply China's Ministry of Railways with 300 Locomotives; Delivery of Units to Begin in 2007
Design and logistics work is underway, with the first locomotives under this contract to be delivered in 2007. Deliveries will continue through 2009. Last year, China's MoR awarded over $300 million in contracts to GE for rail technology including locomotives, switching machines and advanced train control technology.
Added Dineen, "The 16-cylinder engine that powers these locomotives is based on the Evolution engine platform currently in production in the United States. Ecomagination is about helping all of our customers, in North America and around the world, solve their most challenging environmental issues."
http://www.genewscenter.com/Content/Detail.asp?ReleaseID=1801&NewsAreaID=2&MenuSearchCategoryID
A year ago ( 2006 ) , GE signed a memorandum of understanding with the National Development and Reform Commission (NDRC) for an overall cooperation to drive environmentally friendly technologies in China, including cleaner coal power generation, renewable energy, water reuse and desalination, high efficiency and low emission aircraft engines and locomotives, energy efficient lighting and power distribution.
"Our ecomagination strategy in China will be more focused on helping Beijing's 'Green Games' and more focused on local solutions," said Bertamini. "As a worldwide sponsor of the Beijing Olympic Games, GE is uniquely positioned to provide big solutions in the areas that can create positive impact on environment and the long-term growth of the Olympic host city."
http://www.genewscenter.com/content/Detail.asp?ReleaseID=3164&NewsAreaID=2
| May 25, 2006] |
 |
GE Transportation Builds 1,000th Evolution(R) Series Locomotive; BNSF Railway to Take Delivery of Milestone Unit
ERIE, Pa. --(Business Wire)-- May 25, 2006 -- General Electric Corporation (NYSE: GE) today announced that it is preparing to ship its 1,000th Evolution(R) Series locomotive. The milestone will be achieved just 17 months after GE began commercial production of Evolution locomotives. The 1000th unit, which bears road number 5972, will be delivered to BNSF Railway. It is one of nearly 750 Evolution locomotives ordered by BNSF, which is aggressively adding capacity to meet the growing demand for rail transportation.
"The rail industry is experiencing remarkable growth, due to increased demand for raw materials and consumer goods," explained John M. Dineen, President and CEO of GE Transportation. "While railroading is widely recognized as an environmentally responsible way to ship freight, Evolution Series locomotives help further improve that environmental performance while giving GE and its customers a new, reliable platform for future emissions reductions and fuel savings."
Evolution Series locomotives achieve a 3-5% fuel savings over the previous generation of GE locomotives and reduce, on average, regulated emissions by more than 40%. The locomotives were the first to meet the EPA's Tier II emissions standards and they are among the first of 17 products in GE's Ecomagination portfolio. Ecomagination is a GE initiative to bring to market new technologies that will help customers meet their most pressing environmental challenges.
"Working with our suppliers to develop new technologies, the rail industry is committed to leading the way in improving fuel efficiency and reducing pollution," said Edward R. Hamberger, President and CEO of the Association of American Railroads. "And with freight traffic expected to more than double over the next 10 years, it is more important than ever to make investments that not only expand the capacity of the rail network for businesses around the nation, but expand our contribution to the environment by moving more freight on rail and less on the highway."
The Evolution Series was developed over seven years at a cost of more than $250 million. The locomotive features a new 12-cylinder engine, an innovative hybrid cooling system and a brand new control system. GE expects to manufacture more than 850 locomotives in 2006, about 700 of which will be Evolution Series models.
http://www.tmcnet.com/usubmit/2006/05/25/1659380.htm
Sept 28 (Reuters) - General Electric Co. (GE.N: Quote, Profile, Research) on Thursday said it has signed a contract worth more than $650 million to supply 310 locomotives to Kazakhstan's national railway company.
Under the terms, GE said it will manufacture and ship 10 Evolution Series locomotives in 2008, which will be made at GE Transportation's locomotive manufacturing facility in Erie, Pennsylvania.
Production and delivery of key components for 300 additional locomotives will take place from 2008 through 2012, with final assembly taking place at a new locomotive assembly plant in Pavlodar, Kazakhstan, the company said in a statement. (Reporting by Shikhar Balwani in Bangalore)
Och det är även en rak 6 cyl på gång
från mars 2008
Probably will become the new GE 2,300hp locomotive demos (ES23??). GE
has developed an in-line 6-cylinder GEVO engine to compete with the
EMD 710 V-8. The GEVO I6 will be a 2,300hp engine. Looks like a
resurrection of the B23-7 as an Evolution series locomotive is in the
works.
Tom Mack
Cincinnati, OH
-----------------------------------------
Den som söker han finner. GE tycker de är snabba när de tar fram den nya motorn på 9 år.
New GEVO I6 - 2,300 HP. . . Inline 6 cyl
engine based on proven Evolution GEVO-12
Development timeline
• Aggressive nine (9) year development schedule
Det är sådana utvecklingstider som gör Sintercast till en sedelpress även på sikt.
http://www.ffcacalifornia.com/Presentations%20as%20PDF/Presentations%20as%20PDF/Tuesday,%20Feb.%2026/Breakout%20Session/Day%202%20Rail/Pete%20Lawson.pdf
Observera också en mycket viktig detalj. Nya bränslen tär hårt på motormaterialet och det bildas oxid. CGI oxiderar inte alls lika lätt som gråjärn. Aluminium skall vi inte tala om i detta sammanhanget........
-----------------------------------
Detta är riktigt bra.
Cifunsa släpper nu nyheter i sin årsrapport för 2007 om att de har tre stora CGI-order och dessa kommer i produktion för fullt redan 2009-2010. Någon/några av dem befinner sig redan i förproduktionsfasen.
Cifunsa har ju en System 1000 och en system 2000 anläggning och dessutom köpte de en SAM-enhet i julas för att kunna hantera sina kommande produktioner.
från Sintercast:
 |
|
Cifunsa |
| Lines 3 & 4 |
| Saltillo, Mexico |
| Installation: 1996 (System 1000) |
| Upgrade: 2002 (System 2000) |
| Products: |
Car & Truck Product Development
---------------------------------------
FÖR NI HAR VÄL INTE GLÖMT ?
Pressmeddelande: 21 december 2007
" Slutligen, Cifunsagjuteriet i Mexico har även för avsikt att beställa ytterligare en SAM som stöd till nya serieproduktionsprogram i CGI som för närvarande befinner sig i prototyp- och förproduktionsfas. SAM:en till Cifunsa förväntas levereras före utgången av årets slut.Totala värdet av dessa tre SAM-uppgraderingar överstiger 1 miljon kronor. "
http://hugin.info/1205/R/1178246/234309.pdf
------------------------------------------
Ur Cifunsas årsrapport för 2007
http://www.gis.com.mx/docs/informesanuales/Gis_InformeAnual2007Informativo.pdf
sök på ordet "grafito" så ser ni vad det kommer. Massor av CGI i den.
|
The modifications and adhesions to the ecological regulations in the markets where we participated, have taken to the manufacturers of motors to develop lighter products, through blocks and heads with thin walls and of compact graphite for applications to diesel engine, light light trucks, and industrial use on-highway and offhighway. It was for these reasons, that during the 2007 actions were carried out different to fortify the technical areas of the Business, through the acquisition of hardware and software for the development of new products and updated the agreement of technical attendance with Sintercast, a technologist with great compact graphite experience, that will allow him to take advantage of the opportunities development of this type of product. With the previous thing, the Business of Iron Smelting of Blocks and Cabezas, three important contracts oriented with great success their commercial activities to the development of projects with these characteristics obtaining, two of them with new clients, who will initiate operations during 2009 and 2010 with which the use of the installed capacity of the Business will improve. During the second semester of the 2007, it was gotten up
The Business of Iron Smelting of Blocks and Cabezas demonstrated a favorable performance during the 2007, result of an increase in the productivity, operative efficiency and the transference of the effects of costs via price. Nevertheless, the consequences of the North American economy during the last trimester of the year, caused an important affectation in the results of this Negocio.compacto that they will initiate in the 2009 and 2010 with which we will consolidate the use of the installed capacity.
In the year that finished, through this Business, we obtained the pick up of important volumes of new products of blocks and heads of thin walls and compact graphitethat they will initiate in the 2009 and 2010 with which we will consolidate the use of the installed capacity.
Vad är då installed capacity?
Man brukar säga att en Sintercast 2000 kan klara upp emot 40.000 årston om det är bara det man gjuter på linjen. En extra SAM pekar alltså på större volymer. Cifunsa har dessutom en lite äldre Sintercast 1000 som de kan använda. De var först ut att installera en Sintercastanläggning men det tog 13 år innan de kom igång med serieproduktion. Delvis har detta berott på att de inte varit så aktiva eftersom de haft fullt upp med annat och detta i kombination med att intresset från marknaden varit för litet. Nu skall alla ha materialet. De 5,5 milj block som finns i produktion eller på väg till produktion motsvarar 275.000 årston. Det kommer att hända mycket under 2009-2010.
Låt oss bara skissa. För att komma upp i 275.000 årston behövs:
Tupy 50.000 årston och ( förbereder nära 70.000 ton till )
Cifunsa 50.000 årston
Halberg Guss 30.000 årston.
Teksid 20.000
Tarfalla 20.000
Volvo Skövde 20.000 årston
Scania Södertälje 20.000 årston
Kinserna 30.000
Döktas 20.000 årston
Återstår 15.000 årston att fördela på nya kunder i Indien
Sedan bara ökar det................
Årsrapporten från 2007 från Cifunsa :
http://www.gis.com.mx/docs/informesanuales/Gis_InformeAnual2007Informativo.pdf
(på spanska )
Tack A
----------------------
Cifunsas kunder :
Orientada al mercado de Norteamérica, Cifunsa exporta más
del 90% de su producción para importantes clientes como:
Chrysler, General Motors, Toyota, Volkswagen, Ford, Caterpillar, John
Deree y Detroit Diesel.”
När man talar om "New clients" bör alltså vara två utanför den gruppen. Cummins verkar bra tycker jag och kanske Paccar. Den tredje skall redan vara kund. Inom gruppen kan Detroit Diesel vara ett bra tips. Då blir det tre totalt. En bra start för en aktör som stått stilla i 13 år............
Halberg Guss satte också in en extra SAM men där berodde det på att de ville göra sina gjutningar fortare och köra gråjärnsgjutningar till annat emellan. I det fallet blir det inte så vilda totalvolymer.
El Negocio de Fundición de Hierro de Blocks y Cabezas,
Cifunsa, es una de las fundiciones independientes más
grandes del mundo y está dedicada a la manufactura de
Blocks y Cabezas de hierro gris y grafito compacto para
motores a diesel y gasolina.
"
The Business of Iron Smelting of Blocks and Cabezas, Cifunsa, is one of the independent smeltings more great of the world and it is dedicated to the manufacture of Blocks and Cabezas of gray iron and compact graphite stop motors to diesel engine and gasoline.
"
Orientada al mercado de Norteamérica, Cifunsa exporta
más del 90% de su producción para importantes clientes
como: Chrysler, General Motors, Toyota, Volkswagen, Ford,
Caterpillar, John Deree y Detroit Diesel.
El Negocio de Fundición de Hierro de Blocks y Cabezas
mostró un desempeño muy favorable durante los primeros
ocho meses del año 2007, como resultado de aumentos
en la productividad y la eficiencia operativa, así como de
la transferencia de los efectos de costos de materias primas
vía aumento de precios.
Sin embargo, las consecuencias de la economía
norteamericana durante el último trimestre del 2007,
provocaron una disminución importante de los ingresos,
lo cual deterioró el resultado financiero del Negocio. A
pesar de lo anterior, mejoró su Utilidad de Operación con
respecto al año 2006.
Para el 2008, se espera una caída en las ventas motivada
por la crisis en la economía norteamericana y el aumento
en materias primas, para contrarrestar sus efectos
continuaremos trabajando en la reducción de costos de
operación y en la negociación de precios con clientes.
-------------
page 21
En el 2007 se lograron tres importantes contratos para el desarrollo de blocks y cabezas de paredes delgadas y grafito compacto que iniciarán operaciones en el 2009 y 2010grandes del mundo y está dedicada a la manufactura de Blocks y Cabezas de hierro gris y grafito compacto para motores a diesel y gasolina.
In the 2007 three important contracts for the development of blocks and heads of thin walls and compact graphite were obtained that will initiate operations in 2009 and 2010 great of the world and it is dedicated to the manufacture of Blocks and Cabezas of gray iron and compact graphite stop motors to diesel engine and gasoline.
---------------
Sambandet mellan Daimler och Tupy
Daimler och Tupy använder samma bildmaterial när de håller tal om CGI! Bilen har t o m samma regnummer !
Nu har jag hittat källan till bilden som Tupy visade i sin framställning den 26 nov 2007. Det är samma regnummer och bild som Daimler har i sin framställning
sid 4 av 25 . Titta på sidan 7 och se vad man kommer att ha CGI till.
Daimler:
Detta har Tupy alltså använt. Ett sammanträffande ? Tja, vem vet? Det tror jag inte. Jag tror istället att detta kan vara en av anledningarna till att Mannheimgjuteriet nyligen gick ut och påstod att de gjorde det bästa CGI-et. De är hotade.
Se på uppslag 3 av 5.
Tupy
På bild 4 av 5 ser man också att ett nytt CGI 500 har bättre bearbetningsegenskaper än gråjärn !
-------------------------------
En order till Mercedes hade suttit fint. Vid en aktieinformation i Eskilstuna där Sintercast medverkade så gjordes uttalanden om att tyskarna kan vara på gång.
Det ser faktiskt inte alls osannolikt ut att det blir så. Investeringen i Mannheim är så stor att det passar bra med en helautomatisk CGI-anläggning. Räkna då med att Frizt Winter finns runt hörnet. inte sitter de stillatigande och ser hur DAF flytar sitt till Tupy och just helautomatiska anläggningar är det bästa sättet att möta konkurrensen från löglönelandet Brasilien.
----------------
Jag hittade något om Mannheim, som visserligen kanske inte betyder något för vårt vidkommande, men som ändå har intressanta inslag. Hämtat ur "Newsletter Gemco Summer 2007":
"Atlantis Foundries (Pty) Ltd., located a few kilometres outside Cape Town in South Africa, is a wholly owned subsidiary of DaimlerChrysler AG. Being part of the DaimlerChrysler “Mercedes Benz Trucks Unit” it is incorporated into the Mannheim Foundry Product Unit.
The Atlantis Foundries EXpansion project came into being as a result of new product development within the parent company and was part of a wider ranging strategy. In Mannheim, Germany production of the newly developed productrequired an entirely new manufacturing line to be installed in the foundry. As a consequence, the existing and well-running Mannheim casting equipment became available for relocation to Atlantis Foundries."
Man har alltså flyttat existerande utrustning från Mannheim till Sydafrika och ersätter denna med ny... Inkluderar detta utrustningen för CGI-produktion kan man då fråga sig, och om så är fallet vad ersätter man då denna med? I tid sammanfaller detta t ex väldigt väl med nyheten som jag nyligen hittade hos ABP Induction, men som sagt... det behöver inte betyda något för oss.
-----------------------
Lägg ihop det med detta mail som jag också fått nyligen
Jag besökte aktiespararnas träff i Eskilstuna med Steve Wallace och Daphner Uhmeier som berättade om Sintercast.
Jag tycker att det mest intressanta var, när de tyska gjuterierna nämndes , ev. hade planer på att övergå till Sintercast.
OBS detta är inte med i prognosen för development products.
okt 2007
MannheimDaimler investiert 150 Millionen Euro
DaimlerChrysler investiert in den kommenden zwei Jahren 150 Millionen Euro in das Motorenwerk Mannheim. Damit werde das Werk eines der modernsten im Konzern, hieß es bei der Grundsteinlegung für eine neue Montagehalle.
Grundsteinlegung in Mannheim
Zu der so genannten "Synchronen-Fabrik" im traditionsreichen Mannheimer Werk zählen neben der neuen Montage- und Logistikhalle neue Maschinentechnologien sowie weitere Infrastrukturprojekte.
Nach Angaben des Unternehmens sollen die entstehenden klaren Strukturen und ein optimal abgestimmter Montage- und Produktionsprozess zu einer deutlich erhöhten Produktivitätssteigerung beitragen und das Werk zu einem der effizientesten in der Branche machen. Der Aufbau des neuen Gebäudes soll bis Ende 2008 erfolgen. Ein Jahr später sind nach den Plänen dann auch die Installation der Montageeinrichtungen sowie der Betriebsanlagen abgeschlossen.
Das DaimlerChrysler Motorenwerk Mannheim hat 2006 rund 400.000 Motoren und 107.000 Tonnen Guss hergestellt. Derzeit sind am Standort rund 8.500 Mitarbeiter im Motorenwerk sowie bei der EvoBus GmbH beschäftigt
Genväg till: http://www.swr.de/nachrichten/bw/-/id=1622/nid=1622/did=2668784/1mhqau1/index.html
--------------------------
Fundamental Analys/ Nyheter....
På stämman 2008 hölls tre tal och de finns nu på nätet. Ta del av dessa!
AGM 2008
The SinterCast Annual General Meeting (AGM) was held at The Royal Swedish Academy of Engineering Sciences (IVA), Grev Turegatan 16, Stockholm at 16:00 on Tuesday 6 May 2008.
The AGM presentations are now available to view:
» Edward Grainger, Executive Director - Sales, Grainger & Worrall, Ltd
» Bertil Isaksson, Senior Manager, Application Development, Sandvik Coromant AB
» Steve Dawson, President & CEO, SinterCast AB
Samtidigt bör man backa bandet ett år och ta del av de tal som hölls förra året. Speciellt det med med Roger Cope. Det talet fick upp ögonen för många 2007 och kursen lyfte 100 %. Sedan dess har MAG fått lika mycket order till under 2007, avseende CGI-produktion men det har många inte noterat.
MAG Success at in EMO Hanover
"Orders totalling over 150 million Euros for machines, tooling and support services were generated as a result of the show. "
AGM presentations (video)
2007: Luiz Tarquínio S. Ferro, President and C.E.O., Tupy S.A.
2007:
Roger Cope, Vice Chairman, MAG Industrial Automation Systems
2007: Steve Dawson, President & CEO, SinterCast AB
-----------------
Bolaget började 1984 så det är faktiskt en 25 årig förlusttrend som bryts. Det finns flera exempel på långa utvecklingstider ( Astra, Tetra Pak) och de är som bekant grymt stora idag efter en rad av förlustår. Det borde egentligen inte gå att hålla ut så länge och göra 595 milj i förlust med ständigt kapitaltillskott från ägarna, men det gick. Hagman skall ha all heder av att han lyckade hålla det flytande när alla var kallsinniga. Ett tag var det t o m tal om att lägga företaget i malpåse innan de tuffare miljöreglerna tvingade in tillverkarna i CGI-familjen men man kunde minska kostnaderna radikalt och gå vidare i mindre kostym. Jag tror att personalstyrkan halverades.
Det är därför inte så konstigt att man behöver utöka med ett par kvalificerade krafter nu när hjulen rivstartar och vi drar från dagens produktion av 600.000 block till 5,5 milj block på ett fåtal år.
------------------
Tupy to Increase Output of CGI Blocks by 25%
Published March 24, 2008
USD 228 million for two new casting lines, and more
Tupy Casting, the metalcasting division of the Brazilian engine manufacturer, has announced plans to increase production capacity for engine blocks by nearly 25%, from 300,000 to 370,000 metric tons/year. The core of this investment plan will be to increase production of compacted graphite iron.
The total value of the investment is estimated at more than USD220 million . Engine blocks are not the only product category for which capacity will increase. Tupy also plans to increase output of connectors and profiles, with total output expected to rise from 480,000 to 670,000 tons by 2010.
Luiz Tarqunio Sardine, president of Tupy’s ironmaking division, indicated the company’s expansion is in anticipation of greater demand for CGI blocks from General Motors, which is expanding engine production in Brazil. He explained that the new capacity will consist of two new casting lines, though the investment will include modernizations and new equipment installations, as well as improve operational efficiency and environmental controls.
----
Egentligen är detta mycket bättre än vad rubriken visar. CGI-produktionen ökar kanske med 300 % när de ökar sin totala produktion med 70.000 ton. Tupy gjuter ju inte 300.000 ton CGI idag för då hade Sintercast haft en intäkt därifrån på ca 150 miljoner....Detta skall ske 2008-2010. Det skall dock inte uteslutas att Tupys totala CGI-produktion på sikt kommer upp i 100.000-tals årliga ton. När den nu påbörjade utbyggnaden är i drift så kommer enbart denna produktion att ge en vinstökning på 35 miljoner /ÅR för Sintercast. Det innebär att utdelningen kan höjas ca 6 kr/ÅR i många år.
Investeringen är i storlekordningen 248 kr /aktie om den skett i Sintercast ! tro inte för en sekund att en så stor investering inte är noga övervägd och backa ett år och lyssna på deras VDs tal
2007: Luiz Tarquínio S. Ferro, President and C.E.O., Tupy S.A.
-------------------
från 2009 Q1 rapport Sintercast:
Under perioden meddelade Tupygjuteriet i Brasilien – som är SinterCasts största CGI-produktionspartner – en
nyinvestering som uppgår till 385 miljoner brasilianska Reais (cirka 1 350 MSEK eller 228 milj US dollar). Även
om Tupy inte har angivit investeringens exakta fördelning, har företaget indikerat att delar av investeringen kommer
att användas för att öka produktionskapaciteten med upp till 70 000 ton (potentiellt upp till 1,4 miljoner
motorekvivalenter) och huvuddelen av kapacitetsutökningen kan komma att allokeras till produktionen av
motorblock i kompaktgrafitjärn. SinterCasthjälper för närvarande Tupy i planeringen av den nya
produktionsanläggningen för CGI.
http://hugin.info/1205/R/1214265/252815.pdf
-------------------
Detta är alltså mycket stort och säkert en av anledningarna till att man nu väljer att meddela att det blir vinstutdelning till aktieägarna nästa år
--------------------
Utdelning nästa år! Release från stämman
"Styrelsen avser att föreslå utdelning till årsstämman 2009."
En historisk milstolpe som säger mycket om hur framtiden kommer att te sig. Ett riktigt trevligt besked för en långsiktig aktieägare som mig.
Bolaget tog alltså sina första stapplande steg 1984 samtidigt som min förstfödda Louise. Som en signal till marknaden efter 25 års obrutna förlustår är det alldeles utmärkt att komma med detta just nu och därigenom visa att det är slut med förlusterna. Det handlar inte om att ligga på snöret längre utan man kommer att få stor vinst framöver. Under tiden fram till nästa stämma kommer detta att klarna för många flera efterhand som olika produktionsannonseringar kommer.
Det känns faktiskt som en flerstegsraket tändes med det uttalandet, men visst är aktiekursen likt en riktig rymdraket, lite seg i starten och det är mest rök och eld och förvånansvärt lite rörelse. Förra årets stämma hade information som det tog 14 dagar för marknaden att reagera på. När reaktionen kom så steg kursen över 100 % från dåvarande 70 kr. Det roliga är att vi ligger kvar på + 100 % efter ett år så det inte blev ett tillfälligt ryck. Nu är det dags för steg 2.
Det kommer.
-----------------------
Optionsprogrammet som godkändes 2006.
Det innebär att man löser in 240.000 optioner under tiden 1 nov-09 till 31 jan 2010 och får en A-aktie för 121 kr. Det innebär att kassan får ett tillskott på 29 miljoner och i dagsläget innebär det att aktieägarna kan återinvestera detta i nya aktier ( en bra investering även 2010) för att motverka utspädningen och med dagens kurs får man då 207.000 aktier för dessa pengar. Räkna med att utdelningen det året blir större och att vi får riktigt bra drag på kursen. Rena kursturbon tror jag. Jag har tänkt att bibehålla 1 % av företaget och det känns som om man nog får se till att öka de där 2400 aktierna i god tid innan dess för att bibehålla min andel, annars kan de bli riktigt dyra........
--------------------------
Det följande hittade jag på nätet och jag tycker det har ett så bra budskap att det tas in "rakt av". Läs och begrunda. Läs sedan min kommentar
nu till klippet som jag läste.
--------------------------
Jag skriver alltid om företaget SinterCast, ej om aktien. Gör nu emellertid ett undantag.
Sintercasts anställda skall till Sintercast om drygt ett och ett halvt år betala (240.000 x 121) knappt 30 miljoner kronor för optionsinlösen, varav Steve Dawsons andel utgör drygt 18 miljoner kr.
Om man antar att 1) belåning för detta i stor utsträckning kommer att krävas och att 2) ett belåningsvärde på aktien vid denna tidpunkt ligger runt 50%, betyder det att kursen om drygt ett och ett halvt år bör ligga runt 250 kr. Då finns emellertid väldigt liten marginal, varför jag utgår från att viljan hos de anställda att kursen då väsentligt skall överstiga 250 kr är mycket stor. Och börsklimatet är minst sagt osäkert...
Varför nu detta konstaterande?
Jag hoppas och tror att vi nu kliver in i en period av kursvårdande ledarskap. Med detta menar jag egentligen bara kommunikation i största möjliga utsträckning, som t ex informella diskussioner på morgondagens årsstämma om utdelningspolicy o d.
Det finns för övrigt bara ett tillfälle som utdelning rent hypotetisk skulle kunna lämnas före tidpunkten för optionsinlösen och det är på försommaren 2009, baserat på 2008 års årsredovisning.
------------------
Min kommentar:
Ett alternativ till den inlösen som skissas är ju också att de köper aktien helt för lånade pengar och säljer den direkt till någon som vill ha en större sudd. Så har man gjort tidigare. Då behöver man inte ha täckning i form av belåningsvärde. Då får man bara hoppas att de som köpt ligger kvar och är långsiktiga. Nu finns det mig veterligen ingen som har 50 % i belåningsvärde på Sintercast utan man ligger mellan 30-40 % och det gör ju saken än mer intressant. Om man skall köpa aktierna till 121 kr med 40 % belåning så skall kursen ligga på 302 kr och vid 30 % belåning blir det 403 kr. Om vi ser en återgång till 50 % så blir motsvarande kurs 242 kr och tidigare hade ju Etrade och Nordnet 60 % och då räcker 201 kr. MEN det finns inga signaler om att man är på väg att höja belåningsvärdet det närmaste året eftersom det nyligen sänkts. Det finns flera sämre alternativ.
Å andra sidan kan man ju tycka att det är ologiskt att aktier såsom Oxigene kan ha 60 % belåning hos NNS trots sämre handel under lång tid.
--------------------------
Sintercast är ett bolag som alltid omges av rykten. En vanligtvis välinformerad mäklare, som sannolikt sitter på en och annan aktie, har ett riktigt hett:
- Sintercasts teknik har ju hittills använts för dieselmotorer. Men nu sägs det att Audi utvecklar en bensinmotor i kompaktgrafitjärn. Det vore revolutionerande för Sintercast, nästan viskar den välinformerade upphetsat. Källa ; Affärsvärden den 29 april.
"PE-bolag tittar på Cision" - Affärsvärlden
Det kan ju komma från mitt mail fyra dagar tidigare där jag visade att Audi talade om modulära motorer för både Bensin-Diesel redan för fem år sedan i Wien.....................
"Audi: Gleiches Grundmotor-Konzept für Otto und Diesel entwickelt
Mit einer Generation neuer V-Motoren ist es Audi nach eigenen Angaben erstmals gelungen, ein durchgängiges Grundmotorenkonzept für Otto und Diesel zu entwickeln. "
Anledningen till att jag tog upp det nu är en färsk artikel.
Those who assumed the 2010 Audi S4 would share its powertrain with the
S5 were incorrect. Instead, look for an all-new forced-induction 3.0-liter V-6 that will generate something close to the 340 horsepower found in the outgoing S4’s 4.2-liter V-8.
Audi höjer alltså från 240 hkr till 340 hkr i sin V6-bensinmotor............otroligt , men håller de tidigare materialen då?
-------------------
Aluminium vs. CGI
Det börjar sprida sig en medvetenhet om materialet CGI som vi inte hade för ett par år sedan. Läs debatten här :
http://board.moparts.org/ubbthreads/showflat.php?Cat=0&Number=4401391&Main=4381061
Iron VS. Aluminum
When pushed to the extreme, it's pretty safe to say that the only advantage of an aluminum block over an iron block is weight savings. "Keeping all else equal, we take a 30-45hp hit in our aluminum motors compared to our iron motors." The rate of thermal dissipation is higher, but that only accounts for 10 percent of total power loss. "The bigger issue is that cylinder-wall retention is impossible to maintain. With aluminum, the cylinder walls can move around, ring seal is terrible, and leakdown is always worse." However, if a thicker cylinder wall is used in the block, the trade-off wouldn't be as bad and the weight savings could make up for the difference in power. Reher-Morrison compensates for this by putting bigger cams in its aluminum motors and by winding them out a little high
hela artikeln här .
http://www.chevyhiperformance.com/tech/engines_drivetrain/complete_builds/0608ch_race_engine_building_tips/index.html
och denna
"compact graphite iron is the choice material for diesel engine blocks...we'll see MORE of them!"
http://www.gminsidenews.com/forums/f12/gm-shows-2009-changes-63153/index2.html
-------------------
hemsidan för tung diesel och den nya tekniken
Mercedes-Benz
BlueTec®. SCR-dieseltekniken från Mercedes-Benz. Stark. Ren. Ekonomisk. |
Dureal? - AdBlue
Dureal™ är en unik och komplett tjänst som erbjuder och distribuerar AdBlue. |
Air1®
Air1® -från Europas främsta AdBlue producent med kontroll över produktion och distribution |
IVECO
AdBlue. Finns hos närmaste Ivecoverkstad |
Scania
V8 tar dig vart du vill. Scania finns över allt. International Service-boken visar vägen. |
Renault Trucks
väljer SCR lösningen och ger dig enkel tillgång till AdBlue via sitt Europeiska nätverk. |
MAN Nutzfahrzeuge AG
Innovativ. Tillförlitlig. Kostnadseffektiv. Teknik från MAN kommer att övertyga dig. |
DAF
Konstruerad och tillverkad av DAF: De senaste PACCAR PR- och MX-motorerna för Euro 4/5 |
VOLVOEn av världens ledande tillverkare av tunga kommersiella fordon och dieselmotorer
|
------------------------------
AdBlue i Europa |
|
|
|
-------------------------------- |
Det finns alltså redan ett bra utbyggt nät med pumpar
-----------------------
Hur länge pågår ett motorprogram sedan det väl kommit igång och vilka kostnader är det man vill undvika så länge som möjligt genom att köra vidare med motorer som redan tagit sina utvecklingskostnader? Svaret är mellan 10-20 år. Under en 20 årig tillverkningsperiod får man enl MAG räkna med 3 större, 5 mellan och 10 mindre omändringar i produktionslinan p g a utveckling av den befintliga motorn.
Svaret vad det kostar att investera i nya produktionslinjer för att kunna tillverka ca 4 milj motorer under ca 10 år är mellan 110 och 160 miljoner dollar. Det kostar inte mer att tillverka 600.000 än 400.000 i årliga motorer så volym är lösningen om man vill ha lönsamhet. De sista 200.000 tar inget extra utrymme i grundinvesteringen. Läs :
http://www.mag-powertrain.com/fileadmin/mag_powertrain_template/downloads/brochures/PTN1024_ME0507_LR.pdf
Och plötsligt blir det glasklart varför alla strävar efter större serier och mindre antal motormodeller. Att Audi håller på att utveckla bensin och dieselmotorer med samma borrning och övriga mått är också helt logiskt. Deras V-dieselmotorer med 3, 4, 6 liters slagvolym har alla samma mått. Grymma pengar att tjäna för den som är rationell.
-------------------------------------
Kursutveckling framöver ?
ett klipp från sign Investorn.
Aktievänner!
Jag förväntar mig medhåll alternativt konstruktiv kritik. Tycker inte att jag fått detta ännu. Lägger därför ut inlägget igen, delvis kompletterat.
Sintercast och analys är två ord som inte vanligtvis används i samma mening. Sintercast har sedan länge haft interna analyser, vilka dock inte delges utomstående. Och utomstående förstår för lite för att våga ge sig in i området analys. Ett försök följer.
Underlag för nedanstående siffror: endast V-motorer och lastbilsmotorer, ingen annan del av marknadspotentialen således (läs: de övriga vågorna). Små raka personbilsmotorer i diesel och inga bensinmotorer är t ex inte medräknade.
Vågor (läs: marknad och hämtad här):
http://www.sintercast.com/data/content/DOCUMENT S/2004317213545462 fivewaves.pdf
12 MEQ år 2012 är min personliga uppskattning om 2012. Detta motsvarar ca 67% (2/3) av beräknad marknadspotential om 18 MEQ. Varför tror jag på denna andel? Tja, sju (7) av de sju (7) senaste offentliggjorda V-motorerna har varit i CGI och redan nu pågår produktion och utveckling av RAKA lastbilsmotorer för trucks. Men vi får se! Källa till mina siffror: http://way2it.isphuset.se/sintercast_flv.htm
Egentligen tror jag dock på större genomslag 2012 (idag är ca 12% annonserad) helt enkelt pga nödvändigheten av högre arbetstryck i cylindern, i sin tur helt styrt av av miljölagstiftningen.
12 MEQ ger årliga intäkter på ca 300 MSEK (varje projekt ger intäkter i minst 10 år).
Övrig produktion beräknar jag till 10% av underlaget för analysen, dvs V-motorer och lastbilsmotorer, dvs till ca 30 mkr ("up to 25%") enligt VD och idag ca 12%. Se tidigare angiven källa.
Denna övriga produktion täcker därför uppskattade kostnader 2012, vilket innebär att vinsten blir ca 300 MSEK.
Skatt?
Beräknas av mig att utgå på halva vinsten (dvs ca halva skatteavdraget om ca 600 MSEK utnyttjas mot vinst ca 300 MSEK under 2008-2011). Nettoresultat 2012 enligt mig således ca 260 MSEK.
Vinst per aktie således ca 45 SEK (personaloptionerna fullt utnyttjade).
Vad kommer därefter i fråga om små raka diesels (inlines) och bensinmotorer? Med flera marknader kan tilläggas. Glöm inte i detta sammanhang att Sintercast framgenta intäkter är royaltybaserade!
Se igen:
http://www.sintercast.com/data/content/DOCUMENT S/2004317213545462 fivewaves.pdf
Bestäm sedan ert eget p/e och basera också er kalkyl på att jag utgår från 2012 års siffror.
Söker du utomståendes bekräftelser?
VD och vice styrelseordförande för MAG, vilket är världens i särklass största företag som bearbetar motorblock. De fem näst största är inte lika framgångsrika tillsammans som MAG. Han har sagt sitt. Väl investerad tid att lyssna på!
http://way2it.isphuset.se/mag_flv.htm
Tack de som via mail lämnat konstruktiva åsikter. Bland annat från en investor som säger att baserat på dessa siffror och med 6% interrnränta (disontering till 2012 års siffror) och ett för börsen genomsnittligt p/e om 13 (lågt; nästan lika lågt som Glocalnet: min kommentar) borde kursen stå i ca 450 kr redan IDAG. Även från en vän som behärskar området TA, men även kan företagets affärside´ mycket väl:
Sign Investorn
-----------------
Från Sintercast i april 2008
"Under perioden meddelade Tupygjuteriet i Brasilien – som är SinterCasts största CGI-produktionspartner – en
nyinvestering som uppgår till 385 miljoner brasilianska Reais (cirka 1 350 MSEK). Även om Tupy inte har angivit
investeringens exakta fördelning, har företaget indikerat att delar av investeringen kommer att användas för att öka
produktionskapaciteten med upp till 70 000 ton (potentiellt upp till 1,4 miljoner motorekvivalenter) och huvuddelen av kapacitetsutökningen kan komma att allokeras till produktionen av motorblock i kompaktgrafitjärn. SinterCast hjälper för närvarande Tupy i planeringen av den nya produktionsanläggningen för CGI. "
-----------------------------
Det följande är från ett mail jag fått från en kille som har en bra förklaring varför den där omtalade aktiveringen av förlusterna ser ut som den gör.
-------------
Det är inte så lätt att veta hur de resonerat, men jag har en teori:
Ponera följande:
1) Man har kommunicerat drygt 100 miljoner i intäkter vid 5,5 miljoner ekvivalenter
2) Säkrad produktion om 40% ger alltså c:a 40 miljoner per år.
3) Nuvarande kostnadskostym c:a 25 miljoner, ger vinst om 15 miljoner per år.
4) Man använder ett 5-årsperspektiv, vilket ger 75 mkr i vinst på 5 år, varav 28% utgör c:a 21 mkr.
Men... Aktiveringen avser, som jag tolkar det, alltså endast den "säkrade" produktionen per idag. Det innebär att så fort det ges klartecken för ytterligare produktionsstarter aktiverar man således på nytt i motsvarande utsträckning. Skulle det inom den närmaste tiden ges grönt ljus för 40% till kan vi således räkna med aktivering om 75 mkr utöver vad som redan aktiverats.
Alltså, med aktiveringen ger man en tydlig (men samtidigt svårtolkad) signal om att det är slut med röda siffror och stämmer mitt resonemang någorlunda kan man alltså göra en ganska god bedömning av vilka årliga intäkter och vinster man räknar med som "säkra" ett antal år fram i tiden, utifrån fordonstillverkarnas prognoser, medan övrig försäljning kommer som grädde på moset. Man hade kanske både kunnat och velat göra ytterligare aktiveringar nu, men försiktighetsprincipen råder och det gäller att kommande vinster måste vara hyfsat säkra för att aktivering skall kunna ske, och "säkra" blir de först när slutkunden säger "Nu kör vi!" och skriver på avtalet med gjuteriet.
Som sagt en teori, men det finns ett antal formuleringar i pressreleasen som jag tycker stärker denna:
75 MSEK i ackumulerade underskottsavdrag beaktas i ett första steg
Order motsvarande 40 % av poolen om 5,5 miljoner motorekvivalenter säkrade
Ytterligare skattefordran kommer att redovisas löpande när nya produktionsordrar bekräftas
--------------------
Min kommentar: Det verkar ju bra och logiskt och siffrorna stämmer ju bra. Det innebär att tillkommande annonseringar kommer att läggas helt till vinstsidan eftersom kostnaderna är täckta av det som redan annonserats.
Det innebär ju också att man får bättre utväxling på kommande order. De fasta kostnaderna är ju redan täckta 5 år framöver. Om man då får kontrakt klara på mer och kan aktivera 40 % till ( 2,2 milj block ) ger alltså 40 milj till om året och alltså 200 milj utslaget på 5 år. Då får man aktivera 28% av det eller 56 miljoner. LITE bättre än de redan aktiverade 21 miljonerna.
GMs nya motor i CGI med Sintercast kommer om ett drygt år, i mycket stora antal
http://www.sae.org/mags/AEI/POWER/2188
.new Duramax boasts a compacted-graphite-iron (CGI) cylinder block...............
---------------------
US: Ford 4.4-litre V8 engine finally breaks cover
By John Mortimer
15 April, 2008
Source: Automotive World
Ford finally lifted the wraps on its new 4.4-litre V8 diesel engine at a dealer show in Las Vegas recently.
Ford finally lifted the wraps on its new 4.4-litre V8 diesel engine at a dealer show in Las Vegas recently. ..-will appear in F150 pick-ups midway through 2010. Previously, Ford has declined to admit the engine existed.........
The 4.4-litre will be built at Ford's Chihuahua Engine Plant (CEP) in Mexico where, six-months or so later, the 6.7-litre Scorpion V8 will also commence assembly. Both of these engines will have compacted graphite iron (CGI) cylinder blocks. The 6.7-litre diesel is expected to develop 500bhp and 650lb-ft torque and will go into F-Series Super Duty trucks.
4.4-litersmotorn kommer i mycket stora antal och är redan ute på testkörning i bl a Ford Lincoln och F-150 den 30 april 2008. Den kommer alltså inte "bara" i storsäljaren F-150 ( 750.000 om året) utan även i deras andra bilar Expedition, Lincoln Navigator och de större E-series och Super Duty.
http://www.motortrend.com/future/spied_vehicles/112_0804_lincoln_navigator_diesel_spied/
-----
Ford says the engine, which requires a urea injection tank under the hood to meet new U.S. emissions standards, provides a 20 per cent boost in fuel economy over the 5.4-litre gasoline engine currently assembled in Windsor, plus 15 per cent more torque and nine per cent more horsepower.
The 4.4 diesel will first appear in the F-150 in mid-2010, then the F-250 and F-350, followed by the Expedition, Navigator and E-Series vans.
General Motors' new V8 diesel engine, which will also have a CGI cylinder block, is rated at 310bhp and 520lb-ft torque and will make its debut in 2010 half-ton trucks.
----------------------------
Why Compacted Graphite Iron? Why NOT ..?
Cutting Developments Make Application Now Practical
In 1949, a now well-known material called ductile iron was patented. At the same time, a lesser-known material called Compacted Graphite Iron (CGI) was also patented, though it was just considered a curiosity at the time.
While ductile iron became a manufacturing staple, CGI never was seriously utilized despite possessing some very interesting properties. While not quite as strong as ductile iron, CGI is 75 percent stronger and up to 75 percent stiffer than gray iron.
The thermal and damping characteristics of CGI are midway between ductile and gray iron. It is five times more fatigue resistant than aluminum at elevated temperatures, and twice as resistant to metal fatigue as gray iron.
The nodularity and tensile strength of the material also increases as wall-section decreases.
These properties have most recently been found to make CGI ideally suited for engine manufacturing, where lighter and stronger materials are needed which can absorb more power.
An assembled automotive engine can be made nine percent lighter with CGI. The engine block weight alone can be reduced by 22 percent. This corresponds to a 15 percent reduction in length and a five percent reduction in height and width.
Utilization Expansion
The first commercial CGI applications were the high-speed rail trains (175+ mph) in Europe. Initially, they had cast iron disc brakes that were simply not up to the task. They suffered severe heat-checking and cracks, which were potentially catastrophic. CGI cured all that, and has since been found to be the perfect solution for other real-world applications.
Diesel truck engines are about six times heavier than equal displacement gasoline engines, so the potential for total weight reduction is even greater. A CGI 12L engine block weighs about 660 pounds and the head weighs about 275 pounds, making for a total of 935 pounds; this is a nearly 160 pound reduction.
It has been widely reported that several engine builders and automotive manufacturers are beginning to rely on CGI to meet efficiency and strength requirements.
DAF Trucks of Eindhoven in the Netherlands changed a 12.6L, 480 hp cast iron engine into a 530 hp engine merely by changing the material to CGI. That equated to a 10 percent increase in power and a significant decrease in weight. Now all of its production is being switched to CGI, creating a tremendous market advantage.
Many Caterpillar engine components are being switched to CGI, such as modular heads.
Rolls Royce Power Engineering uses CGI for the engine frames and cylinder heads it casts at VDF in Italy for its industrial engines, with individual engine frames weighing from nine to 17 tons.
Europeans are the leading proponents and users of diesel engines in the world, and consequently have great interest in CGI utilization. It is called Grau Guss Vermikular (GGV) or Gray Iron Vermicular in German-vermicular refers to the worm-like or coral-like micro-structure appearance of CGI.
Alleviates Engine Design Weakness
All V-engines share a common design weakness, as there is a lot of flexing in the V-area between the cylinders when it is under power. CGI strengthens this physical area considerably.
Audi is an early user of CGI material in its power production. All Audi 2.7L, 3.0 V6 and 4.0 V8 diesel engine blocks are now being made of CGI. The V8 main bearing caps are also cast in place, laser etched and then fractured for an absolutely perfect fit after bearing sizing.
The BMW Series 7 V8 engine was also cast in CGI. Hyundai, currently the number seven automobile company in the world, and rising, has V6 CGI blocks scheduled for full series production during 2006. Its World Rally Championship car (1997-99) also had a CGI engine block.
The new 2005 Jaguar 2.7L Ford/PSA V6 diesel is made of CGI. At 445 pounds fully assembled, it is lighter than a comparable aluminum diesel. Even the new James Bond will soon be driving a diesel powered Jaguar R-D6.
Other CGI Users
Nearly all NASCAR teams are running CGI engine blocks, or blocks with CGI liners. These liners are usually plated with a hard-surface coating. It has been reported that some NASCAR teams are able to run a whole season without having to re-bore the blocks.
The Toyota Racing Development (TRD) campaign has the #12 Craftsman pick-up truck. This 5.8L V8 CGI engine block weighs 89 kg (195 pounds), has a 3 mm (0.118 inch) cylinder wall thickness and produces 650 hp (83.5 kW/liter). For comparison purposes, standard CGI diesel engines will soon be producing 66kW/liter.
General Motors’ Opel subsidiary has used CGI for the engine block of its 2.5-liter V6 DTM racing engine. Theoretically, a CGI engine block can be fabricated lighter than an aluminum block for equal power densities.
A recent 500cc Suzuki Grand Prix motorcycle engine had a crankcase fabricated from CGI. Nothing is put on these racing machines that would pose any kind of a weight penalty, and this is an extreme example showing the real potential of CGI applications.
Not Just For Engine Blocks
The Aston Martin Vanquish V12 engine block utilizes flywheel and clutch components made from CGI. Mr. Richard Cooke, engineering director at AP Driveline, the tier-level supplier of these components, said, "Compacted Graphite Iron was the only material that could satisfy the performance, durability and manufacturing requirements of this demanding application."
The bedplate of the 4.7L V8 Jeep Grand Cherokee is made of Enhanced Compacted Graphite (EGC) with even greater nodularity and improved tensile strength. This utilization eliminated a costly 100 percent magnetic-particle inspection procedure, as well as that it produced the "power sound" the market desired. Daros in Sweden also supplies industrial piston rings in CGI for large stationary and marine diesel engines.
Webb Wheel Products offers CGI brake drums for Class 8 highway and heavy-service trucks that are virtually indestructible. During tests, conventional cast iron drums had 0.027 inches of wear, while steel drums had 0.030 inches of wear. The CGI had only 0.003 inches of wear, which is 10 times better while weighing up to 20 percent less.
High titanium content CGI is also commonly used in exhaust manifold and power steering pump parts. Although this alloy is difficult to machine, it has very good thermal conductivity and high-temperature strength.
CGI Production
The Swedish company SinterCast® licenses a foundry technology to accurately produce CGI. This material is being actively scrutinized by all engine OEM’s in the world. Many have already secured their SinterCast®-CGI licenses.
Initial CGI uses in the United States will be in diesel engine blocks. However, gasoline engine block usage will not be too far behind.
All of these uses for engine blocks and components do have some potentially negative effects on the machinability and the production results. In order to achieve production results and per-piece tool costs similar to gray iron, every aspect of the production machinery process must be optimized. Tooling, fixtures, processes, programming and machine platforms must be analyzed for utilization potential.
As the chart below shows, even the same tool used in a different manner will have different power requirements
Previous Machining Solutions
Prior to 2006, there were no real high-speed machining solutions for CGI. It was best considered the titanium of the ferrous world. It is very speed sensitive, and if that speed limit is exceeded, the tool life will decrease quickly and drastically.
Typical CGI Vc or surface speeds in m/min (SFM), with through-coolant spindle machining technology:
| Drilling (WC) |
70~80 (230~265) |
| Milling (WC) |
130 (430) Dry |
| Threading (WC) |
130 (430) |
| Threading (HSS) |
10 (33) |
| Reaming (WC) |
65~80 (215~265) |
That means that you will need to use higher insert densities and higher feedrates to achieve the desired gray iron MRR’s (Material Removal Rates). This would normally translate into heavier construction for machines, fixtures and associated components that translates to increased costs for these components.
Tool life for milling and drilling is less affected by CGI material attributes than cylinder boring, or any continuous operations. If milling cutters are selected that are of positive geometry and the right diameter to take advantage of the spindle power curves, then the increase in forces is less of a problem. For example, this includes smaller diameter face mills with higher insert density and greater depth of cut.
Drills are being developed with cutting geometries and special coatings that are designed specifically for CGI to reduce tool wear and enhance cutting forces. Two such companies are Titex (a subsidiary of Sandvik) and Guhring. Balzar has also developed some aluminum/chromium (AlCr) based coatings that may prove to work well in CGI.
Engine block cylinder boring and finishing efforts are challenges regarding tool life versus cycle times. The high insert density and feedrates also raise the thrust requirements. As with milling processes, if all the aspects are optimized then the cutting force penalties are not as severe.
CGI Solutions
 Tools and processes thus had to be designed to deal with the disposal of extra graphite and to gain speed. CGI has been known to hone and grind very well. However, due to its microstructure, CGI has considerably more graphite content in the cutting swarf. Because of the reduced Vc cutting, CGI can take nearly three times as long as similar cast iron with conventional processes.
Tools and processes thus had to be designed to deal with the disposal of extra graphite and to gain speed. CGI has been known to hone and grind very well. However, due to its microstructure, CGI has considerably more graphite content in the cutting swarf. Because of the reduced Vc cutting, CGI can take nearly three times as long as similar cast iron with conventional processes.
Makino recently began working with Sandvik Coromant to develop better solutions for cutting CGI.
After extensive tests, the two companies have developed a revolutionary process and tooling that allows CGI cylinders to be finished at near traditional cast iron process times.
The key to this new process is three-fold. The first is an investment in technology in order to change the entire support operation and processing methods. Makino developed such new processes using advanced machinery like the Makino a81M used in these tests.
Makino machines are ideally suited to CGI because these platforms have been engineered to higher limits for heavy cutting operations like CGI. The a81M horizontal machining center spindle’s performance and rigidity is specifically designed for high-power, high-thrust machining and is ideally suited for CGI production machining.
The a81M comes standard with a CAT 50 (HSK 100) taper tool holder, an 8,000 RPM spindle, and a 60 tool automatic tool changer (ATC). The twin pallet, 500mm capacity of the machine is ideal for large automotive production, such as a V8 engine block.
Tooling and Process Steps
 Along with utilizing an advanced machine tool is the second step, which is an investment in simple, special carbide tooling from Sandvik Coromant. CBN, ceramic and other special tooling that could enhance CGI cutting speeds cannot be used on the material due to its microstructure and lack of sulfur. This led to the development of new tooling and processes to recover this loss of cutting speed.
Along with utilizing an advanced machine tool is the second step, which is an investment in simple, special carbide tooling from Sandvik Coromant. CBN, ceramic and other special tooling that could enhance CGI cutting speeds cannot be used on the material due to its microstructure and lack of sulfur. This led to the development of new tooling and processes to recover this loss of cutting speed.
The revolutionary Long Edge Tool, which is an engineered solution utilizing serration technology, is ideal for finished mill cylinder boring of CGI due to its ability to produce a complete length of bore in one pass.
The third factor is utilization of a new process jointly developed by Makino and Sandvik Coromant. This new, tested and proven process is based in part on Makino’s patented Flush-Fine machining process, in combination with the machine and tooling technology that allows for the elimination of the semi-finishing boring operation.
The elimination of this semi-finishing step is a substantial reason for the saving of time and enhanced competitiveness of this process in reducing CGI cutting time. Additionally, all special tooling, machine and support costs for this operation are eliminated. The combined quality of the machine and cutting tool provides for this improvement, and allows for operations to proceed smoothly from the rough cuts straight to the finish honing operation.
Project Scope Methodology
Phase 1 in the development of the Makino and Sandvik Coromant Process was to investigate the general function of the helical interpolation process and find a tool concept and cutting data that will give a desired result on the machined bore and cycle time. The concept that was tested was the CoroMill 790.
Two inserts with different corner radii were tested so that the effect of the cutting force direction could be studied. It was pre-determined that the direction of the cutting force would most likely affect the shape of the machined bore.
Phase 2 of the effort was based upon the test results and feedback from Phase 1. A decision was made at this point relative to whether or not to fully optimize both roughing and finishing tooling in line with "real-world" cylinder bore production today, up to the final honing stage.
This phase also considered the process economics, tool life development, overall cycle time calculations based on current production models with GCI material today. A third party (engine manufacturer) was invited into this project to supply actual CGI cylinder block and process capability experience.
Evaluation Criteria
Project planning included an evaluation of basic ideas, use of available standard tools and certified CGI test pieces for various designs of experiment (DoE). Work piece conditions prior to machining evaluation and test material specification represented industry standards. This was done to ensure consistent quality of material. Chip evacuation, cutting force, tool bending and vibration characteristics were also controlled and studied.
For the experiment analysis, with 19 test cuts equating to 288 test cuts, DoE variations were used to find the most significant influences and responses from several variables. These included: cutter diameter versus cylinder diameter; radial engagement; axial engagement; ramp angle (a function of axial engagement and cylinder diameter); cutting speed; Hex (chip thickness); table feed (a function of Vc and Fz.); small tool path radii to check the actual feeds; and conventional milling for some critical sets of variables.
Results and Conclusions
The model generated determined that the two most important factors having an affect on the bore diameter are the axial cutting depth and the feed per tooth. Three important factors having an effect on the roundness of the bore are the radial cutting depth, the cutting speed, and the axial cutting depth, where there is significant interaction.
All factors have an affect on the roundness of the bore, such as the radial cutting depth, the cutting speed, the feed per tooth and the axial cutting depth.
Why CGI?
The answer to "Why CGI?" is quickly becoming "Why Not?" Continued research and test data constantly being proven out by Makino and Sandvik Coromant will have a tremendous impact on the CGI machining marketplace for years to come.
Since CGI rough machines very well, there is the potential with grinding utilization to eliminate some other semi-finishing operations. Makino is also developing proprietary grinding processes and tooling to take advantage of this aspect. There is some promise for ceramic use in this area, but no viable production solutions exist at this time.
Makino and Sandvik Coromant will continue to keep the production parts industry up-to-date on the latest developments and trends regarding future practical metal cutting developments and the growing potential of compacted graphite iron.
David C. Woodruff, CMfgE, is a Makino Process Development Engineer responsible for CGI research, development and utilization in Mason, Ohio. Wayne Mason is the Senior Specialist - Automotive Engine for Sandvik Coromant. All pictured components noted utilize SinterCast®-CGI. Information sources include: American Foundry Society, www.afsinc.org; DieselForum.org, www.dieselforum.com; Ductile Iron Society, www.ductile.org; Modern Casting, www.moderncasting.com; and Sintercast AB® www.sintercast.com.
------------------------

 |
Trusted news and analysis about the original equipment auto industry |
CGI's Heavy-Duty Move
|
By Bill Visnic
Ward's AutoWorld, May 1, 2006 12:00 PM |
|
International Truck and Engine Corp., Navistar International Corp.'s long-time diesel engine and commercial truck maker, will introduce next year an all-new line of “big-bore” diesel engines for heavy-duty trucks that use compacted graphite iron (CGI), an advanced iron formula that is stronger, yet demonstrably lighter than the conventional gray iron from which most diesel engine blocks are cast.
International's move is another boost for CGI, whose proponents have spent years expounding its weight-saving advantages for diesel engines for the passenger-vehicle market, as well.
International engineers say it is difficult to gauge precisely how much weight CGI will shave from its all-new line of Maxxforce big-bore diesel engines, but a typical engine in the 11L to 13L big-bore range weighs on the order of 2,500 lbs. (1,135 kg) .
It is expected there will be “a couple hundred pounds saved over a conventional gray iron construction,” says Tim Shick, director of marketing-International Big-Bore Engine Business.
Shick and Jacob Thomas, International's vice president-Big-Bore Engine Business, say the new, CGI-intensive Maxxforce big-bore diesels are the first product of a strategic agreement between International and Germany's MAN Nutzfahrzeuge AG to collaborate on design, development, sourcing and manufacturing of commercial-truck diesels.
“Our plan is to bring this engine to market at full production levels in October 2007,” says Thomas.
The new Maxxforce big-bore diesels spearhead the company's first foray into the 11L-13L commercial-diesel segment. To now, International's Class 8 trucks have used big-bore diesels sourced from Caterpillar Inc. and Cummins Inc.
In addition, International launched an all-new Class 8 truck range, ProStar, this spring, with advanced aerodynamics that the company promises will deliver best-in-class fuel economy.
And when the newCGI-intensive Maxxforce big-bore diesels become available next year, they will be offered exclusively in the ProStar trucks.
“We think it's going to recalibrate the industry,” Shick says of the combination of CGI big-bore diesels and the company's aerodynamic ProStar Class 8 haulers.
He says the use of CGI for the big-bore engines' cylinder blocks is intended to deliver fuel economy and noise, vibration and harshness (NVH) improvements. Because CGI is 40% stiffer than gray iron and has 75% better tensile performance, the increased robustness allows the engine to use higher fuel-injection and cylinder pressures — both of which enhance economy and cut emissions.
The design and basic architecture of the new common-rail, direct-injection diesels' block and heads come from MAN, says Shick.
But he adds, “The North American version is much more advanced” than that made by MAN for the European market.
The CGI formula is achieved by adding a measured amount of magnesium to the base iron compound prior to casting. This precision process creates a microstructural composition that, because of the way the magnesium is aligned, is much harder and resistant to stress cracks than are gray and nodular iron, which also contain magnesium in less-robust structural patterns.
The Swedish company SinterCast AB provides the process-control equipment and expertise used by almost all iron foundries that have installed CGI capability.
In the auto industry, CGI also has been making recent inroads. Ford Motor Co. is believed to be the highest-volume manufacturer of diesels with CGI blocks, building upwards of 150,000 units at its Dagenham, U.K., engine plant.
The Volkswagen Group employs CGI for its V-6 and V-8 turbodiesels.
Because of its hardness, the primary liability for CGI's use in the auto industry has been developing tooling to machine the material. Ford says it worked for nearly eight years to develop processes and tooling to machine CGI in high volumes.
“A lot of advances have been made in machining of CGI,” notes International's Jim Thomas, saying the company's partnership with MAN also helped to develop the tooling to machine CGI in volumes necessary for the heavy-truck industry.
"SinterCast AB provides the process-control equipment and expertise used by almost all iron foundries "
Hmmmmm
--------------------
A Proven Performer.
CG Iron has been around for 50 years, but up until now, its use in engine blocks has been limited to high performance applications where greater strength and lightness of weight are critical, such as in some racing applications.
Advances in machining and casting technologies have now provided the process controls for high-volume production. Today, thousands of big bore engines featuring compacted graphite iron are successfully powering long haul, regional haul, and severe service vehicles across Europe. Beginning in the fall of 2007, International will lead tomorrow’s big bore engine technology to North America. |
A change is coming.
Most engine blocks today are cast from gray iron, the oldest and most common form of cast iron. Gray iron is strong, easy to work with, and possesses many outstanding attributes that have served the trucking industry well. However, gray iron castings must be very thick and heavy to safeguard against the formation of stress points and possible fractures in heavy-duty applications. That’s where compacted graphite iron comes in. |
Embrace change, it will only make you stronger.
International will use compacted graphite iron to deliver strength where strength is needed most - in big bore engines. CG Iron is proven to be at least 70% stronger than gray iron, 40% stiffer than gray iron, and its fatigue limit is double that of gray iron - all qualities that are growing requirements of heavy-duty trucking.
The secret to CG Iron is in its make-up. A precise amount of magnesium is added to the base iron compound to create a new compound that is much, much harder than traditional gray iron, making it harder for stress cracks to form and harder for cracks to grow. |
|
 |
Strong as a rock, but light as a feather. Impossible?
Because compacted graphite iron is so incredibly strong, castings don’t have to be as thick and heavy in order to achieve the desired durability required for a heavy-duty diesel. This can result in several hundred pounds’ weight savings vs. a big bore engine cast from gray iron - which can translate to a greater payload, and more money in your pocket. |
A first from International.
You may be asking yourself, “If a big bore engine block cast from CG Iron is superior to one cast from gray iron, why don’t all North American manufacturers use it in their big bore engines?” The answer is simple. The casting of the block itself - and the production tools to machine it - must be expressly designed for CG Iron. International is committed to doing what is necessary to bring this advanced material to North America. |
|
 |
A NEW ERA AND A NEW INTEGRATED CHOICE FOR INTERNATIONAL® CLASS 8 CUSTOMERS.
The new big bore engine with compacted graphite iron block from International is another example of our commitment to heavy-duty Class 8 vehicle owners and drivers.The new big bore engine will provide a new integrated choice for Class 8 customers. It will meet their needs and exceed their performance expectations by delivering everything they require, including outstanding fuel economy, competitive horsepower and torque ratings, unsurpassed uptime, durability and reliability - in a driver experience that is second to none.
These are exciting times at International Truck and Engine Corporation. To learn more, and to keep up on our progress in bringing the all-new International big bore engine to market, sign up to receive our big bore newsletter. |
|
 |
|
International and the International Diamond logo are registered trademarks of International Truck and Engine Corporation. © 2006 International Truck and Engine Corporation, Warrenville, IL 60555
-------------------------------
International's Monster Personal Pickup
by Editorial Staff
|
International Truck and Engine Corp. has created a pre-production prototype truck called MXT. The slogan for this striking concept is, “Express yourself. Impress everyone else.” If you want to blend in, try wearing camouflage. But if you want to stand out, put yourself behind the wheel of an International MXT. But this truck isn’t form over function. It's form and function. So beyond looks that are harder to ignore than a solar eclipse, you get a vehicle that delivers performance, comfort and ride that put mere pickups to shame. Exterior features of the 4x4 crew cab include a seven-foot pickup bed and low entry height with swing out steps. Custom cabin features include four high-back racing seats with four-point seat belts, tinted windows, premium sound system and carpet. With up to 300 horsepower, the MXT has a GVW rating of 14,001 pounds and a payload capacity of 4-tons.
It’s based on the Series-4000 medium truck-based International CXT. At 21-feet long with tires hip-high and a nine-foot tall cab, the CXT creates the biggest production pickup in the world. The CXT is born out of a 20-ton hauler and is equipped with an International diesel engine that generates up to 310 horsepower, and linked to an Allison five-speed automatic transmission. It can haul six tons. Other features include all-wheel drive, air brakes for unmatched stopping ability. It offers towing, dumping and tilt bed capability. CXT has an eight-foot bed, bright-finish fuel tank, air tanks and vertical exhaust. Additionally, it features a spacious six-passenger crew cab design that can be customized from paint color to air seats to flat screen TVs. |
Allen stressed that International will continue to offer Cat and Cummins engines along with the new engine in its Class 8 trucks, and the new diesel will be offered only in International severe-service trucks and regional and long-haul tractors. The engine is expected to debut in the fall of 2007, with test vehicles in customer fleets by mid-2006.
------------------------- |
Mexico: New foundry to supply Caterpillar with CGI blocks and heads
By John Mortimer
16 March, 2006
Source: AWKnowledge
Production trials are scheduled to begin in August 2006 of compacted graphite iron (CGI) diesel engine cylinder blocks and heads at a new foundry destined to supply Caterpillar, and eventually General Motors and John Deere.
The trials will commence at a new foundry known as the Technocast Project. The foundry is a joint venture of Caterpillar and Cifunsa. Production at the new foundry in Ramos Arizpe, Mexico is due to start in 2007.
Cifunsa is the largest independent foundry in North America with an annual production of 252,000 tonnes. Cifunsa feeds customers such as DaimlerChrysler, General Motors, Volkswagen, Ford, John Deere, Caterpillar, Detroit Diesel, Cummins, International Truck and Engine Corporation, and Tier 1 suppliers Bosch and Delphi.
Once construction of the new Technocast foundry is complete it will have the capacity to produce 180,000 tonnes of CGI cylinder heads and blocks a year for a wide range of diesel engines. It will be one of the world’s biggest foundries geared to CGI material.
It has been decided that the foundry will use SinterCast process control technology to produce the high grade CGI iron that forms the basis of the blocks and heads.
This same process control technology was signed up by Ford last December for use in its Cleveland Casting Plant (CCP) in the US to make V8 cylinder blocks for the Ford F-150 pick-up truck.
Cifunsa has supported CGI development since 1993. It was the first foundry to install the SinterCast System 1000. Now the SinterCast system 2000 has been installed in all the foundry’s CGI lines.
The significance of the development will be reflected in the migration of large CGI engine components into off-highway vehicles as well as light duty trucks to meet the demands of tougher emissions regulations.
--------------
Once the construction of the new plant is concluded, annual capacity of our Diesel Engine Blocks and Heads business would increase to 180,000 tons.” Mr. Lopez de Nigris concluded
-------------
Vet inte om du sett John Deeres 9-liters motor? Må vara inte helt i CGI, men väl till en del:
REPRINTED FROM JANUARY 2006 DIESEL PROGRESS North American Edition
"The cylinder liners are new and are made of compacted graphite iron material for increased strength and stiffness."
The big story with the 9.0 L diesel is fuel economy. Deere surprised many in the agricultural industry with very aggressive and significant fuel economy improvements (vs. Tier 2) with this engine as installed in the 8030 tractors .. .. and even more against thecompetitive Tier 3 engines JDPS has benchmarked. Deere said this fueleconomy improvement is at fullrated speed and load, and that the fuel economy numbers get even better at 50 or 75% load.
John Deere som är en gammal klassisk tillverkare står som kunder på nya Techocastfabriken som skall ha Sintercast CGI.
---------------
http://www.mntruck.org/pdfs/Detroit_Diesel_0706.pdf
Detroit Diesel is proud to be a subsidiary of DaimlerChrysler AG, the world's leading manufacturer of heavy-duty diesel truck engines, and a part of the Freightliner group of companies.
MBE 900 High Performance Power Ratings
260HP @ 2200 RPM800 lbft @ 1200 RPM
280HP @ 2200 RPM800 lbft @ 1200 RPM
300HP @ 2200 RPM860 lbft @ 1200 RPM
350HP @ 2200 RPM860 lbft @ 1200 RPM*
Dual-stage turbo
Compact Graphite Iron (CGI) cylinder head and block
Oil centrifuge TBD
*
21.11.06 23:08 Age: 28 days
MAG Powertrain receives major orders for Hybrid and Agile Systems from international car manufacturers
By: Marketing
Orders from USA, Europe, India and Russia with a volume of 148 Million €
Roger W. Cope: “Next chapter of the MAG IAS success story”
MAG Powertrain has received 148 Million € (189 Million $) in orders for Hybrid and Agile Systems from international automobile manufacturers. These orders include several special machines, CNC modules and transfer lines for Powertrain customers in the USA, Europe, India and Russia. All systems will be produced and delivered in the twelve months from November 2006 until November 2007.
These major orders represent a great success for our newly formed best in class group of industrial solutions providers serving key manufacturing sectors across the globe with the broadest highest quality product portfolio on the market.”, said Roger W. Cope, President MAG Industrial Automation Systems (MAG IAS).
The success-story started with the purchase of Cincinnati Lamb from UNOVA in April 2005. After the acquisition of the former ThyssenKrupp MetalCutting Group in October 2005 and the purchase of Ex-Cell-o from IWKA in February 2006, MAG IAS was positioned to deliver outstanding technical expertise and total manufacturing solutions based on a great tradition of many years of German engineering heritage. Today MAG IAS supplies, amongst others, the key players in the markets for Automotive, Aerospace, Heavy Equipment and General Machining around the world with 16 facilities and an estimated revenue of $ 1.2 billion in 2006.
MAG Powertrain, as one of the five MAG IAS operating groups, concentrates the research, development and production expertise of the world’s best known machine tool builders under one banner, which then serves customers from locations in Germany, the United Kingdom, France, the United States of America, South America, India, China and Korea.
We offer the technical leadership and the financial strength to support our commitment to our customers, our employees and the long term growth of the industries we serve. MAG Industrial Automation Systems is already serving numerous market segments and our plants call for continued growth in these markets as well as growth through the addition of new served markets”, said Roger W. Cope.
------------------------
Maxcor skaffar sig herravälde över bearbetningen av CGI
| Jobs and brands at risk as firms are sold |
The machine tool sector has seen further consolidation, with US company Maxcor buying ThyssenKrupp MetalCutting, which includes the business of Cross Hüller in Knowsley, Merseyside.
The deal follows Maxcor’s acquisition earlier this year of Cincinnati Lamb, including Lamb Technicon and Landis Lund – all three with operations in the UK.
Maxcor’s acquisitive approach reflects tough times in the machine tool industry, with many firms ripe for takeover. Industry sources said that these conditions could be blamed, in part, on the motor industry, which has been successful in negotiating swingeing price discounts, stripping the industry of profitable returns.
In the year 2003-2004, ThyssenKrupp’s metal cutting business reported sales of £335 million from a workforce of 2,735. The business includes famous names like Cross Hüller, Hüller Hille, Giddings & Lewis and Fadal, with units in the UK, US and Germany.
Industry observers said they were now awaiting Maxcor’s pruning measures, especially as some of the companies in its machine tool division have duplicated products. As a result,
several brand names could disappear, and some plants could close.
It is unders tood that Maxcor’s executives took time out to reassure major customers, such as Ford, one of its biggest customers, that the company would continue to provide high quality, performance and customer satisfaction.
© PE Publishing 7 September 2005
|
DAF - A Continuing Success Story - Follow-Up Order For Two Transfer Lines
Cross Hüller
After the successful start-up of a production line for 6-cylinder crankcases in the DAF plant Eindhoven, a follow-up order was not long in coming. It concerns a production line for the preparation of the associated cylinder heads, made of CGI as well.
DAF Trucks N.V. is a subsidiary of PACCAR Inc., the largest independent American manufacturer for commercial vehicles. PACCAR sells at present 4 truck brands: Peterbilt, Kenworth, Foden and DAF Trucks. DAF Trucks has its headquarters in Eindhoven, where the production of motors, chassis and components as well as the final assembly is executed and where all development activities are concentrated.
The new production line, consisting of two transfer lines is designed for a yield of 245 pieces per day with a cycle time of 247 seconds as well as a stroke step transport of 1600 mm. These cylinder heads, weighing approx. 130 kg are unloaded manually at first on a cycle chain conveyor and then handed over automatically to the first transfer line. The plant does not require extensive portals as the intermediate linking consists of segment conveyors.
The machining stations in the transfer lines consist of milling units, units of three axis with multiple spindle heads or motor spindles, with which tools are changed in pick-up process. Thus securing a high degree of productivity and flexibility regarding future piece modification to the customer.
The transfer lines will be supplied before the end of this year and afterwards they will be used for three-shift operation.
---------------------------
Cutting costs is a constant theme that runs through all businesses, whatever sector they are in. And it makes some businesses come up with a very interesting idea, like omitting something. One hole less, and already that saves time and money. But first you have to think of the idea. Our customers like it when quality and price of their products add up.
When costs are cut, it doesn´t mean that quality has to suffer. And that´s just what appears a good idea fall down. With STARline, we are giving everyone who machines parts an innovative new solution: both a system that comes in well below the usual investment cost and the renowned Cross Hüller quality. So that cutting costs always makes your customers happy. STARline is big in every respect: in the range of materials, parts and across industries. That also applies to the requested accuracies and tolerances. The only thing that is small is the price. The process costs are what ultimately makes the controller´s eyes light up. Cross Hüller has simply transferred the virtues of products and processes that are already successful on the market over to STARline.
--------------------------------
|
A lot of Cross Huller in Cleveland
---------------------------------
Mark Payne, chairman, UAW Local 1250 agrees. "Our in-process-testing system — also known as the 'engine's birth history' — enables us to put a laser-like focus on quality. The in-process tests track every step of production such as the torque-to-turn ratio of every bolt. If we see a quality issue, we can check a stock of three engines rather than 30,000."
Configuring the plant
CEP1 houses four lines: cylinder head, cylinder block, crankshaft, and engine assembly. Ford configured each of these areas according to lean-manufacturing principles.
Efficient material flow is particularly critical for plant flexibility and quick turnarounds. Therefore, receiving docks are located so that incoming material is close to its point of use either in machining or assembly. Once the cylinder-head, cylinder-block, and crankshaft lines finish machining operations, the finished components move directly to engine assembly. And final assembly is close to the shipping docks.
Tying together the lines is an array of new metalworking equipment. The cylinder-head line, for instance, consists of two machining modules, containing a total of 84 Cross-Huller CNC machines, 34 gantries, 8 in-line washer systems, and 4 Zeiss gaging machines. It also includes a cylinder-head assembly line totaling 145,000 ft 2 .
Each engine block loads onto a multipurpose pallet that can hold different engine types. An adapter plate that attaches to a cylinder head affixes parts to the pallet. This adapter plate also serves as a locator and carries a radio-frequency tag that communicates with CNC machines in the line. These tags let Ford track quality data throughout the manufacturing and assembly process — even indicating when to do in-process gaging.
CEP1's 93,638 ft 2 cylinder-block line incorporates eight Cross Huller metalcutting systems, two in-line washer stations, four honing systems, four gantries, and testing and inspection stations. It is capable of pumping out 650,000 cylinder blocks a year at a blinding cycle time of 23 sec. Currently, the line runs one 8-hr shift, but could expand to two if the need arises.
The crankshaft line — at 33,349 ft 2 , it's the smallest of the three machining areas — can deliver up to 250,000 cast iron crankshafts a year. It sports equipment made by Grob, Boehringer, Lamp, Landis, Impco, and Zeiss, among others. On this line, CEP1 plans to have two production operating shifts, with 10 production personnel assigned to each.
These three production lines feed into CEP1's 128,810-ft 2 engine-assembly area, which could produce 325,000 engines/yr at capacity. It also has the flexibility to run any engine architecture from in-line 4 to V8 and above.
Currently, the line is running the all-aluminum Duratec 30 24-valve dual-overhead cam V-6 engine that goes into the 2005 Ford Freestyle, Ford Five-Hundred, and Mercury Montego. But there is speculation that the plant could soon be producing the new 3.5-L Duratec 35 engine.
For more information on lean manufacturing...visit americanmachinist
-------------------
US: Maxcor acquires Ex-Cell-O's global operations
By AWKnowledge staff writer (AC)
21 February, 2006
Source: AWKnowledge
Maxcor has announced that it has acquired the global operations of Ex-Cell-O, a leading producer of machine tools and systems primarily for automotive chassis and powertrain components. The acquisition includes Ex-Cell-O's facilities in the US, UK, F
2003 was a milestone year for Cincinnati Lamb as we brought together unique talents, resources and support networks from two of industry's best known builders, Cincinnati Machine and Lamb Technicon. Already sister companies under the parent company UNOVA, Inc., the two companies provided individual strengths that when combined, enhanced our capabilities to tailor manufacturing solutions for our customers in key industries around the world.
Notably, Maxcor operates a business unit, MAG Industrial Automation Systems, that
provides technology-driven solutions for the global manufacturing base. MAG Industrial
Automation Systems companies include Cincinnati Machine, CL Automation, CrossHüller
Lamb, Ex-Cell-O, Fadal Machining Centers, Giddings & Lewis Machine Tools, Hessapp,
Hüller Hille and Witzig & Frank.
About Ex-Cell-O:
Ex-Cell-O is a major producer of machine tools and systems for the global market. In
addition to a leading role in the production of automotive chassis and powertrain
components, Ex-Cell-O machines and systems are also used in a broad spectrum of industries
to manufacture complex, precision parts to exacting quality standards.
Cincinnati Machine,
| |
|
Cincinnati Lamb Cincinnati Lamb and SinterCast collaborate to provide machining solutions and materials know-how for high-volume CGI production. Lamb is the industry leader in high speed CGI machining. » www.cincinnatilamb.com
"In response to the increased development activity of Compacted Graphite Iron (CGI) cylinder block and head powertrain components, and planned CGI production programs from car and truck manufacturers around the world, Lamb Technicon and SinterCast have established a Collaboration Agreement to support high-volume CGI machining. The combination of Lamb Technicon's expertise in flexible machining centers and high-volume modular manufacturing systems (HVMMS), and SinterCast's CGI production technology and material knowledge, has resulted in the ability to provide turnkey CGI machining solutions to the automotive industry. The two companies have each conducted extensive CGI machining research over the past four years. This research led to Lamb Technicon's development of CGI HIGH-SPEED(TM) machining methods.
Mr. Jim Herrman, President, of Lamb Technicon said: "From the first CGI engines developed in 1996, we have witnessed a strong growth in interest among engine manufacturers that has now led to simultaneous engineering and production system studies utilizing this versatile material. We have already been commissioned to design and build the first ever high-volume CGI cylinder block production machining system. In the future, we expect the majority of our iron business will use this new material. Our new CGI HIGH-SPEED(TM) machining development will further expand the market for this new material." |
CL Automation,
CrossHüller , customers Audi, Hyundai, DAF, Ford
Ford Cleveland :CEP1's 93,638 ft 2 cylinder-block line incorporates eight Cross Huller metalcutting systems, two in-line washer stations, four honing systems, four gantries, and testing and inspection stations. It is capable of pumping out 650,000 cylinder blocks a year at a blinding cycle time of 23 sec. Currently, the line runs one 8-hr shift, but could expand to two if the need arises. Tying together the lines is an array of new metalworking equipment. The cylinder-head line, for instance, consists of two machining modules, containing a total of 84 Cross-Huller CNC machines, 34 gantries, 8 in-line washer systems, and 4 Zeiss gaging machines. It also includes a cylinder-head assembly line totaling 145,000 ft 2
Lamb, Ford
Ex-Cell-O,
Fadal Machining Centers,
Giddings & Lewis Machine Tools,
Hessapp,
Hüller Hille
Witzig & Frank.
-------------------------------
Significantly, Hyundai has installed the SinterCast process control technology essential for the production of CGI material in its main facility for commercial vehicles at Jeonju, as opposed to locating it in the passenger car plant at Ulsan. The implication of this is that Hyundai will use CGI for the cylinder blocks of its commercial vehicles also. Production of engines in this application is also expected to reach 100,000upa, bringing the total output of CGI blocks by Hyundai to some 200,000upa.
The implications for CGI are even broader than this. It is known that SinterCast has produced CGI prototype components at four different Hyundai and Kia foundries for both passenger vehicle gasoline and diesel engines, and for commercial vehicle cylinder blocks and cylinder heads. This suggests that the group will not stop at cylinder blocks but may also use CGI for cylinder heads in order to gain additional performance from heavily loaded diesel engines.
-----------------------------
Makino will be discussing High-Speed Machining Solutions at its Mason, Ohio facility. Demonstrations and presentations will focus on new advancements in tooling and workholding for high-speed machining of aluminum, cast iron, ductile iron, and compacted graphite iron. See how Makino's machines and processes can reduce your manufacturing costs. Register today!
Makino, Kern, Ford and NASCAR
The evolution of refinement begins with Kern. "Ford came in and analyzed our processes," says Potvin. "They were impressed with the accuracy and reliability of our Makino machines. When we won the contract from SVO to produce the 351 V8s being used in NASCAR, the competition had been doing these blocks in six operations. With the Makino machines we were able to consolidate that into three operations on a single horizontal machining center.
"We probably run about 1,000 Ford SVO blocks a year for NASCAR and 2,000 cylinder heads. The big dragster blocks-the 460 and 600 CID-we probably produce 300 of those. But our biggest hold up in producing these parts, and countless other SVO parts, is the foundries. As soon as a block hits the floor we have it scheduled and on our machines."
----------
Volvo is Latest to Opt for CGI Engine Blocks
Automotive World
| Volvo Powertrain has at last come off the fence and committed itself to long-term production of compacted graphite iron (CGI) engine parts, with its foundry using the SinterCast process control route.
After several years of trials and tribulation, the engine maker is to begin production this year of its first heavy-duty diesel engines with CGI cylinder blocks. Production of the CGI blocks will begin after the summer shut down, by which time the SinterCast process control technology will have been installed in Volvo's foundry in Skövde, Sweden. This latest deal is a new agreement for SinterCast.
Volvo is the latest truck maker to put CGI materials into its engines. This year, Navistar International in North America launches its MaxxForce heavy truck range in 11- and 13-litre form. These engines use in-line six-cylinder blocks in CGI from the Tupy foundry in Brazil. Likewise in North America, Detroit Diesel launches its MBE 900 series six-cylinder 7.2-litre diesel engines.
These re-developed power units come in two forms - standard (with a cast iron block and head) offering 190-250hp at 2,200 rev/min, and 520-660 lb ft torque at 1,200 rev/min; and the high-performance derivation with a two-stage turbo and CGI block and head offering 260-350hp and 800-860lb ft torque. In this "high performance" configuration the CGI blocks and heads are supplied from Mercedes-Benz's own foundry in Mannheim, Germany.
Volvo and SinterCast have been working together to create the cylinder block design that best meets the Swedish engine builder's demanding requirements. Volvo Powertrain, part of AB Volvo Group, is responsible for the development and production of heavy-duty diesel engines, gearboxes and drive shafts for group products.
Volvo Powertrain claims to be the world's largest producer of heavy-duty diesel engines in the 9-litre to 16-litre range. The shift to CGI therefore is significant. Volvo Powertrain supplies Mack Trucks, Renault VI and other Volvo brands including Volvo Trucks, Buses and Volvo Penta marine applications.
Volvo's foundry in Skövde is one of the five largest captive foundries in the world's automotive industry. Over the years, the foundry has studied a number of alternative routes to produce high-strength, high-stiffness CGI, but in the end the company's engineers have opted for a process that is well-proven in both passenger cars and commercial vehicles.
Brands committed to SinterCast's process control route for CGI cylinder blocks include Audi, DaimlerChrysler, Ford (including Jaguar and Land Rover), General Motors, Hyundai, PSA Peugeot Citroen, Toyota (for motor sport) and Volkswagen. Only Cummins has yet to openly come out in favor of using CGI material for its upcoming engines, although it is expected to be only a matter of time before it too follows the CGI route for high-performance diesel engines.
http://www.mema.org/publications/articledetail.php?articleId=6967
--------------------------------
![[Scania Griffin.jpg]](http://bp0.blogger.com/__UIs6-gaeYw/RjoJG-q1zgI/AAAAAAAAA-E/y1qDU29n8EI/s1600/Scania%2bGriffin.jpg)
NEW TRUCK * Sweden - Scania's new 'big banger' waiting in the wings
http://www.infotruck.blogspot.com/
Anything you can do... on
Scania, is busy cranking up a bit more oomph outof it´s mighty 16 litre V8. Why am not surprised by that?Currently meeting Euro-4 with SCR the much-awaited'big' Scania engineis expected to arrive all ready for Euro-5 with EGR (or so I'm led to believe).I can't wait to see the cooling package on that baby.And as Volvo's FH16 has a top rating of 660hp then you can betScania's Euro-5 vee-bomber will come in above that. Err....661hp? 665hp?...
-------------------------------
Inkommna patenansökningar 2004
http://www.prv.se/prv/svp/pdf/200402.pdf
(51) C22C 37/10
(21) 0201431-4 (22) 2002-05-13
(41) 2003-11-14
(24) 2002-05-13
(54) Gråjärnslegering och gjuten
förbränningsmotorkomponent
(71) Scania CV AB, 151 87 Södertälje, SE
(72) Martti Penttinen, Södertälje, SE
Carl Björkman, Mariefred, SE
Tobias Björklind, Hölö, SE
(74) Albihns Stockholm AB, Box 5581, 114 85 Stockholm,
------------------------
(51) F01B
(21) 0303201-8 (22) 2003-11-25
(24) 2003-11-25
(32) 2003-09-09 (33) SE (31) 0302418-9
(54) Förbränningsmotor av kolvtyp och metod att styra
densamma
(71) Volvo Lastvagnar AB, 405 08 Göteborg, SE
(72) Andreas Hinz, Onsala, SE
Per Salomonsson, Billdal, SE
Lennart Andersson, Varberg, SE
Per Persson, Partille, SE
(74) Volvo Technology Corp, Corporate Patents 06820
M1.7, 405 08 Göteborg, SE
___________________________________________________
(51) B60K 41/06
F16H 61/04
(21) 0201456-1 (22) 2002-05-13
(41) 2003-11-14
(24) 2002-05-13
(54) Drivaggregat för motorfordon
(71) Volvo Lastvagnar AB, 405 08 Göteborg, SE
(72) Lars Bråthe, Göteborg, SE
Anders Eriksson, Göteborg, SE
Marcus Steén, Angered, SE
(74) Albihns Stockholm AB, Box 5581, 114 85 Stockholm,
SE
___________________________________________________
ABB
But the casting itself has to be optimized if European
foundries are to retain a competitive position, he says.
“The trend is to lightweight construction,” Urbat continues,
explaining that that means two things: materials
and design. You can reduce weight by using lightweight
materials such as aluminum and magnesium, but you
can also reduce weight by designing iron more efficiently.
According to Urbat, “iron foundries are profiting from
the lightweight trend. There are new materials, such as
compacted graphite iron (CGI), which can be cast much
thinner than traditional materials, while remaining very
strong. So there’s no general trend towards aluminum
or magnesium. Aluminum is much more expensive than
iron, and magnesium is much more expensive than aluminum.
Every material has its proper field of application.”
Urbat notes that magnesium is being used in some
high-end automobiles, but, he says, that’s not always
an economic decision. Sometimes it’s more a matter of
image or fashion. “A high-power engine block made of
CGI can be lighter than one made of aluminum,” he
points out.
http://library.abb.com/GLOBAL/SCOT/scot241.nsf/VerityDisplay/EFA6E76707A54F19C12571420049FE1A/$File/FoundryAutomation_1_2005.pdf
Kanske det är dags för en annonsering snart av något helautomatiskt med CGI
Press Release, Date of Announcement: Sept. 12, 2000
Stockholm, Sweden and Dortmund, Germany, September 12, 2000 - In order to meet forthcoming emissions legislation and increased market competition, the automotive industry is increasingly evaluating stronger materials for use in engine production. Several automotive manufacturers are focusing on Compacted Graphite Iron ( CGI ) for their next generation of cylinder blocks and heads. A number of major automotive manufacturers are scheduled to decide on new engine design and materials in the near future.
In response to the anticipated increase in CGI production, ABB Automation and SinterCast have entered into a co-operation agreement to develop and implement foundry-specific solutions for the production of CGI from heated and non-heated automated pouring furnaces. In comparision to conventional ladle production of CGI castings, automated pouring furnaces can provide higher productivity and improved consistency. |
-----------------
ABB is also providing a turnkey solution through the process know-how supplier, for the ‘Sinter’ plant, which includes
------------------
den 25 juni
-----------------------------------------------
Scania uppdatering
------------------------
Frågor och svar som växlades vid en kapitalmarknadsdag 2004 Scanias ligger sedan dess ute live på nätet.
Efter ca 13 minuter så kommer en fråga som ställts via internet.
Frågan och svaret om CGI :
Fråga:
Will Scania follow the other leading truckengineproducers in using CGI for engine blocks and heads?
Svar från Hasse Johansson chef för FoU:
Yes, in the years to come we will for sure use whatever is possible because we need to increase the combustionspressure to improve the efficency of the engines in the future. Right now we do not need CGI but as I said, in the years to come we need that kind of strength to improve the efficency of the engines. So we will follow that trend. Yes.......
------------------
Björklind på Scania hade alltså rätt när han sade detta ( från Ny Teknik, 2002 i okt)
Avgasregler tvingar fram nytt järn i lastbilsmotorer
Nästa generation motorer i tunga fordon tillverkas av kompaktgrafitjärn. Materialet tål förbränning under högt tryck, en förutsättning för att kraftigt minska utsläppen. Volvo och Scania arbetar nu tillsammans med gjuteriföretag för att utveckla teknik för att bearbeta det nya materialet.
- Nu är det inte längre en fråga om kompaktgrafitjärnet börjar användas, utan när, säger Tobias Björklind på Scanias gjuteri.
Som det ser ut idag ser han inga alternativ till materialet när de nya europeiska avgasnormerna successivt skärps de närmaste åren.
---------------------------------------
Kommentar juli 2007
"Volvo och Scania arbetar nu tillsammans. "
Volvo har nu satt in en Sintercastanläggning !
--------------------
När det gäller Scania så skriver man om Scania i Svensk Åkeritidning i sept 2003 nr 10 sid 31-32 att "under en presskonferens i Marrakech i Marocko kunde chefen för motorutveckling, Urban Johansson, bekräfta att CGI-tekniken kommer att ingå i flera motordelar."
I samma artikel så menar de att Scania står inför stora investeringar och att de måste byta ut stora delar av motorprogrammet de närmaste åren. "men det finns ingen annan utväg, ingen genväg"
----------------------------
från
"Vi har stöttat Scania med utveckling av CGI-material (kompaktgrafitjärn) och bland annat tillverkat prototyper av cylinderblock åt Scania vid Halberg i Tyskland", säger Sintercasts VD Steve Dawson.
Sintercasts affärsidé är att sälja en metod som känner av exakt hur många gram magnesium som krävs vid tillverkning av kompaktgrafitjärn. Bolaget tar ut en royalty av gjuterierna per ton gjutet kompaktgrafitjärn.
Scania tillverkar självt uppemot 75 procent av motorblocken som används i bolagets europeiska tillverkning. Resterande block köper Scania av bland andra tyska Halberg Guss. Varje år tillverkar Scania omkring 50.000 motorer.
2
2005-03-08 18:30 - 21:30
Aktieträff
Scania, som är ett världens ledande tillverkare av tunga lastbilar och bussar, presenteras av Nabil Adawi. Scania är ett av branschens mest lönsamma företag med produktion i Sverige och Brasilien. 95% av Scanias fordon säljs utanför Sverige. Service och finansiella tjänster står också för en betydande del av omsättningen.VD Steve Dawson,finanschef Dafner Uhmeir och operation manager presenterar Sintercast, noterat på O-listan. Företaget utvecklar och tillverkar utrustning för gjutning av kompaktgrafitjärn(CGI). CGI bedöms vara mycket intressant för tillverkning av dieselmotorer till person- och lastfordon eftersom motorerna får bättre hållfasthet. Bättre cylinderstabilitet ger mindre friktionsförluster och lägre oljekonsumtion. Det kan lossna ordentligt för aktien i år.
Lätt förtäring och utlottning avslutar kvällen.
Priset för medlemmar 30kr och för övriga 80kr.
Plats:
Wallenstamsalen, Ostindiska Huset N. Hamngatan 12, Göteborg
Företagslänkar:
Scania
ScaniaSinterCast
SinterCast-------------------------
'Veckograf från 1994
Bearbetningen löstes för 7 år sedan 2000........
------------------
Jag fick ett mail från en vän som lagt ner en bra stund på detta. Jag tycker att alla skall få chansen att läsa det. Trots allt finns det många som inte känner sig bekväma med all denna information från Sintercast som är oöversatt. Här kommer sju sidor info.......
Nedan ges en sammanfattning över de presentationer som gavs på bolagsstämman (AGM) i maj 2007. Jag reserverar mig för stavfel, inkorrekta fackuttryck, språkbruk och andra felaktigheter som kan ha smugit sig in i samband med översättningen. Sammantaget tror jag dock att nedanstående ger en god bild över vad som har sagts. Tvivlar man på något jag skrivit går det annars alltid att kontrollera genom att lyssna på presentationerna som ligger utlagda på SinterCasts hemsida.
Presentation by Luiz Tarquínio S. Ferro, President and C.E.O., Tupy S.A.
Produktionskapacitet
Joinville: 380 tusen ton
Maua: 120 tusen ton
Merparten av produktionen är för fordon.
Bland kunder på fordonssidan återfinns bl a:
Sydamerika: Mercedes (störst), Cummins, Ford, VW, International, Peugeot, Scania, Renault, Honda
Nordamerika: Cummins (störst), Chrysler, GM, John Deere, Ford, Jeep, Detroit Diesel, Jaguar, VW
I nuläget ingen direkt produktion för GM men man utvecklar ett V8-block i CGI.
Europa: Audi, Jaguar, Ford, Perkins, Iveco, John Deere, Peugeot, VM Motori, MAN
Tuffare konkurrens i Europa, då det finns starka gjuterier i Tyskland, Italien och Spanien.
Asien: Cummins, Komatsu, Kybota, Faw (division av Wuxi Diesel)
Wuxi diesel har egen gjuterikapacitet, men av någon anledning har de svårt att tillverka vissa delar själv
NAFTA motsvarar mer än 45% av försäljningen. (U: CGI-kunder i dagsläget i huvudsak från Europa, som svarar för c:a 8,4% av omsättningen)
Vill kunder betala mer för något om de inte får något för pengarna? CI och CGI har en fördel över AL. CI lär dominera i fordon där största faktorn är priset. Där prestanda väger tungt och kunden är villig att betala är AL störst, följt av CGI. När man tittar på optimerad förbränning, bl a med hänsyn till miljö och kostnader, är CGI förstahandsalternativet, vilket även gäller för alternativa bränslen. CGI är också intressant ur utvecklings- och produktionssynpunkt då man kan tillverka CGI med i stort sett samma utrustning som för CI, utan att behöva göra jättestora investeringar. Just kostnaderna för olika investeringar för fordonstillverkarna väger tungt och är hämmande för bränsleceller, elbilar, osv.
I det korta och medellånga perspektivet CGI för dieselmotorer, medan bensinmotorer syns i det medellånga och långa perspektivet. Faktorer som talar för diesel är utsläppskrav, ny teknik som
t ex common rail ger mjukare och tystare gång än tidigare. För att klara hårdare utsläppskrav måste motorerna arbete under hårdare tryck, vilket ställer allt högre krav på materialet.
CGI klarar högre arbetstryck än AL och CI, man kan bygga motorer med tunnare väggtjocklek. Det är möjligt att göra en motor i CGI på 1.2-1.4 liter som motsvarar en motor i AL eller CI på 1.8 till 2.0 liter. AL får allt svårare, då högre tryck kräver allt tjockare väggar för att stå emot och alla är överens om att det kommer bli allt viktigare med högre tryck i dieselmotorer.
För V-dieslar ses en möjlighet för CGI att bli det dominerande materialet. Tupy är involverade i ett antal projekt med ej namngivna kunder som rör V-dieslar primärt för den amerikanska marknaden.
För raddieslar lär AL begränsas till dyrare bilar där priset inte betyder så mycket och där arbetstrycket ej är en avgörande faktor. I kommersiella fordon ses CGI som ett dominerande material och förutom MAN finns andra projekt där kunderna inte kan nämnas vid namn.
I det längre perspektivet ser man att det lär bli en kamp mellan CGI och AL när det gäller V-dieslar, lite beroende på vad man kan ta fram för utrustning för bearbetning. En möjlighet, dock i mindre skala, finns även för högpresterande V-bensinmotorer, vilket är en utveckling som redan inletts i och med Toyotas Nascar-motorer.
För bensinmotorer gäller att man måste övertyga fordonstillverkarna att gå över från aluminium till CGI.
Dieselmotorer är alltjämt dyrare än bensinmotorer, men å andra sidan får man ut c:a 30% mer effekt ur samma volym, dvs lägre driftskostnader. Prestanda är numera högre i en diesel, medan motorljud är jämförligt med en bensinmotor, samtidigt som utsläppen är mindre.
Tupys egen värdering är att dieslar har en stor fördel mot bensinmotorer och att den största möjligheten till tillväxten finns i Nordamerika. (Europa har redan en väldigt hög andel diesel.)
Denna tillväxt beräknas börja 2008, men ta riktig fart under 2009 och framåt.
För kommersiella fordon har resan för CGI redan startat och inletts med MAN, men man har även andra tillverkare i Europa som utvecklar motorer. Ett viktigt argument är att man sparar 100-120 kg i vikt på motorn, som i stället kan användas för att lasta.
För dieselmotorer i USA räknar man med att deras projekt med GM lär starta under andra halvan av 2008, medan marknaden kommer att växa ordentligt fr o m 2009.
Raddieslar i CGI för personbilar kan komma 2009/2010 (enligt PPT-bild), men man behöver jobba mycket med att övertyga tillverkarna för att de skall komma igång på allvar.
Bensinbilar och hybridbilar ser ut att dröja till 2012/2013 (enligt PPT-bild).
CGI är mycket viktigt för Tupy och oavsett motorform ser man CGI som det kommande dominerande materialet för dieslar och det finns stort utrymme för utveckling även inom bensinmotorer. AL lär få tufft framöver, på samma sätt som när CI fick stryk av AL för ett antal år sedan, tack vare CGI.
Presentation by Roger Cope, Vice Chairman, MAG Industrial Automation Systems
MAG är en global företagsgrupp som omsätter 1,5 mrd USD i maskinutrustning för metallbearbetning. 4dje störst i världen inom området. När det kommer till fordon dock odiskutabelt störst, speciellt när det gäller tunga lastbilsmotorer. C:a 800 miljoner USD från fordonssidan.
MAG fick sin första lektion i bearbetning i CGI 1999, i ett projekt med Audi, då man förlorade 1 milj USD för att man trodde att CGI kunde bearbetas på motsvarande sätt som CI. År 2000 påbörjades utvecklingsarbetet för att inte upprepa samma misstag.
Fordonsindustrin är allt annat än riskbenägen. Man prövar inte gärna något nytt om ingen annan gjort det framgångsrikt under några års tid. Att introducera CGI som material har alltså inte varit enkelt eller snabbt och för MAG har det tagit 8-10 år.
I sitt utvecklingsarbete har man kommit i kontakt med SinterCast och bolagets process. MAG säljer hela lösningar, där kunden kommer och säger vad man vill tillverka och vilka förutsättningar som gäller, varpå MAG tar fram en lösning från början till slut. Med SinterCast vet man att man får den kvalitet som krävs.
I Kina installerar MAG tre nya linjer, dock ej för CGI. Däremot har man personligen redogjort för samtliga tekniska centra i Kina som ansvarar för fordonssidan om CGI och Cope menar på att så fort SinterCast upprustat gjuterierna lär man se att det börja produceras CGI-motorer i Kina.
År 2001 vann man sitt första stora CGI-kontrakt, där prototypen av Fords V6 Lion-motor kom 2002. En motor som nu finns i många olika bilmodeller/-fabrikat.
Under de senaste 7 åren har man marknadsfört CGI som material, framförallt genom att marknadsföra SinterCast.
Hyundai försökte tillverka och bearbeta CGI på egen hand. Cope varnade för att verktyg och utrustning skulle komma att krångla redan efter bearbetning av några motorer och att man skulle gå tillbaka till gjuteriet för att påtala problemen. Gjuteriet skulle å sin sida mena på att företaget inte hade tillräcklig kunskap för att bearbeta CGI. När man senare granskar ett block skulle man komma att finna att man försöker bearbeta nodular iron i stället för CGI, pga att gjuteriet inte kan kontrollera processen. Cope fick rätt, då SinterCast ett halvår senare fick kontraktet med Hyundai. Chefsingenjören på Hyundai kontaktade Cope och lät meddela att scenariot blev exakt som Cope förutspått. Detta är också hela svårigheten med CGI som material.
Inom fordonssidan blir man befordrad genom att inte göra fel och inte genom att vara innovativ. De innovationer som förekommer har som regel alltid använts inom något annat område tidigare och köper man något vet man att det fungerar.
MAG sysslar med simultaneous engineering. Cummins köper samtliga maskiner från MAG, till skillnad från GM som köper det billigaste, med undantag för maskiner för CGI där man använder sig av MAG och SinterCast. En kund som Cummins kan komma och säga att de skall tillverka en ny motor och att de vill att MAG skall hjälpa till att ta fram den mest effektiva produktionslinjen. Effektiviteten är en del i förklaringen att Cummins har en lönsamhet som slår alla andra. Cummins är konservativa, men menar också att de skall göra det de är bäst på och överlåta till sina leverantörer att göra det de är bäst på. Relativt nyligen tog Cummins kontakt med MAG för ett utvecklingsprogram rörande maskinlinjer för tillverkning av dieselmotorer i CGI. Två av sådana projekt startade 2006 och två ytterligare startade 2007. Under 2007 har man fått fyra orders för CGI-block, vilka är de första större orderna för Nordamerika.
Cope är villig att slå vad om att hela nästa generation av pickuper i USA kommer att börja återgå från bensin till diesel. Alla har redan dieslar i sina program samt common-rail och man har fått ned ljudnivåerna med 30-40%. Med ny teknologi och nya utsläppskrav kommer motsvarande dieslar i USA som finns i Europa och det är Copes åsikt att man kommer få en enorm ökning i av dieselmotorer, där majoriteten kommer vara i CGI. Ett bevis på detta är att man redan fått fyra order i år, vilka samtliga är mycket, mycket stora fullproduktionsorders. (Tyvärr stoppade Steve honom i sista stund från att säga antal block, men det lät som det började med ”four” eller ”five”. Om det rör sig om miljoner eller hundratusentals återstår att se…)
När fordonstillverkarna har övertygats om att det inte finns någon risk satsar de och stora beslut har nu fattats av dessa utifrån att det går att producera motorer i CGI på ett ekonomiskt sätt. Det finns någon tillverkare som vill gardera sig, men man räknar få besked om 6-8 månader.
När väl de 4 aktuella orderna kommer i produktion räknar man med rusning av konkurrenterna. Det som hållit CGI tillbaka som material har varit att det tagit tid att komma underfund med hur man skall bearbeta det.
MAG är stora på lastbilsmotorer; om man lägger ihop alla andra räcker de ändå inte till i antal för att motsvara de mängder som produceras med MAGs maskiner.
Steves resor runt i världen betyder mycket för att kunderna skall ta sig an materialet. Processen börjar nu i Indien. I Kina har inga installationer skett ännu, så Indien kan komma slå kineserna, som gärna inte ser sig som förlorare.
Ford var alltså först ut med sin Lion-motor och kommer ta på sig ett ännu större CGI-åtagande, vilket kommer marknaden till känna inom kort.
Under 2007 görs de största ansträngningarna inom höghastighetsbearbetning. De kommer att högljutt tala om hur man med samma hastighet som CI kan bearbeta CGI. Nuvarande nivå på 80% av hastigheten räknar man höja till 100% i slutet på året, eller början på 2008.
Detta år är året då vattenytan bryts. När tillverkarna väl beslutat sig handlar det om investeringar på 100-tals miljoner dollar, så det är inga små steg man tar, vilket kanske också bidrar till att de är försiktiga. 4 steg har tagits i år och Cope säger sig vara säker på att vi kommer att få se många fler av dem även nästa år.
Presentation by Steve Dawson, President & CEO, SinterCast
Omsättningen 2006 ökade med 45% och levererade provkoppar med 70%. Antalet ekvivalenter vid årets ingång uppgick till c:a 300 000 för att sluta på c:a 400 000 vid årets utgång. Att omsättningen ökade mer i procent än produktionen beror bl a på att man förhandlat sig till högre ersättningsnivåer med de flesta kunder.
Under 2006 fick man nya order som motsvarar ytterligare c:a 400 000 ekvivalenter. I tillägg till detta finns det c:a 4 miljoner i SinterCasts utvecklingspipeline. Sammantaget en total nuvarande marknad om c:a 5 miljoner ekvivalenter. Vad man gör under de kommande åren är att flytta produkterna från utveckling till offentliggörande och därefter produktion. Under detta kommer självklart nya program in i pipelinen. Efterhand kommer utvecklingen att ta kortare tid, då alla blir mer bekanta med materialet. Pipelinen kommer alltså inte bli längre, men däremot tjockare då det är större volymer som fylls på.
Det sista kvartalet 2006 var det första kvartalet med positivt kassaflödet, vilket var viktigt för att visa att bolaget kan prestera, men också för att man 2003 lovat aktieägarna detta.
Intäkterna kommer från löpande produktion och försäljning av nya system. För att klara breakeven på enbart produktionsintäkter ligger gränsen på c:a 1 milj ekvivalenter, med fasta kostnader på max 25 milj kronor och c:a 25 kronor i intäkt per ekvivalent, eller 50 EUR per ton.
Det som ger mest effekt, speciellt under de tidiga åren, är försäljning av nya system och så sent som i april gav man tillkänna en ny installation hos Volvo i Sverige. Varje ny installation innebär c:a 150 000 färre ekvivalenter för att nå breakeven. Produktionstakten vid tidpunkten för AGM låg på c:a 425 000 ekvivalenter per år. Fokus under resten av 2006 är att öka produktionstakten, samtidigt som man skall sälja fler system. Målet för 2007 är att uppnå ett helt neutralt cashflow-resultat.
V-dieslar i Europa har varit väldigt framgångsrikt och aktuell produktion ligger på c:a 25 000 block per månad, vilka finns i 16 olika bilmodeller av 8 olika fabrikat. Det mest kraftfulla är dock kanske att samtliga senaste 7 stycken V-dieslar som har utannonserats av fordonsfabrikanter har block i CGI. Resultattavlan ser därmed ut som följer: CGI 7, AL 0, CI 0. Denna mycket positiva trend räknar man hålla i sig.
För den andra vågen, kommersiella fordon, räknar man med att 2007 kommer bli ett övergångsår. I juli påbörjar Tupy produktionen av block till MANs 10.5 och 12.4 liters motorer. Ford i Turkiet börjar produktionen av 2 olika motorer och på Volvo startar den första produktionen också under året.
Storleken kommer vara drivfaktorn när det gäller motorer för kommersiella fordon. Tillverkarna tycker att det är tillräckligt med 500-550 hästkrafter, men börjar nu sträva efter att få ut effekten i mindre motorer. Idag kanske man får ut 550 hästkrafter från en 18-liters motor, men framöver kanske det räcker med en 16-liters, eller t o m en 14-liters för att få ut samma effekt. Även för mindre 9- och 12-litersmotorer kommer man att sträva efter att få ut så mycket effekt som möjligt.
Strävar man efter mer effekt i mindre motorer behövs starkare material, vilket samtidigt öppnar för CGI och man ser därför en stor tillväxtmöjlighet inom denna våg. Man har redan referensprodukter som rullar på väg i och med 50 000 cylinderfoder för Caterpillar och testmotorer som gjorts för Ford Otosan under 2006. Båda dessa projekt är slutförda och vid tidpunkten för AGM hade man ingen produktion för kommersiella fordon, men 2007 är året då man går från 0 mot 1 miljon ekvivalenter, även om man inte har nått de volymerna vid utgången av året.
Den tredje vågen, raddieslar i Europa, har utvecklats långsammare än förväntat och borde kronologiskt ligga efter dieslar i USA. Det är framförallt kostnadskänsligheten som bromsat upp utvecklingen, men även behovet. V-motorer utsätts för större krafter och har därför större behov av ett starkare material. Raddieslar utgör dock alltjämt ett viktigt område för SinterCast.
För en V6-motor finns 4 ”support beams” för 6 vevstakar, medan det finns 5 stycken sådana för 4 cylindrar i en 4-cylindrig radmotor. Dessa ”support beams” utsätts alltså för större krafter i en V-formad motor. För ett större behov av starkare material i V-motorer talar också möjligheten att sätta cylinderborrhålen med mindre förskjutning emellan och därmed få en mindre skrymmande motor. I en radmotor är möjligheten att påverka storlek och vikt begränsad till tunnare väggar.
Man får helt enkelt vänta på att behovet av CGI kommer även för raddieslar, på motsvarande sätt som för kommersiella fordon, när trycken ökar och befintliga material inte längre räcker till.
Den 4dje vågen, V-dieslar utanför Europa, har fått en positiv start i och med Hyundais 3-liters V6. Denna kommer enligt uppgift till Europa innan utgången av det här året och före 2010 skall den även finnas på den nordamerikanska marknaden. Den verkliga möjligheten för V-dieslar är för tillämpningar i USA. Nya V-dieslar har redan annonserats av Cummins, Ford och GM och man räknar med att en marknadsandel på 3% 2006 kommer att stiga till 10-15% år 2015. Varje ökning med 2,5 procentenheter motsvarar c:a 1 milj. ekvivalenter. Det är inte bara ökningen som är målet, utan även den befintliga marknadsandelen om 3%. För närvarande är man involverade i utvecklings- och förproduktionsprogram för USA som innebär c:a 2 milj. ekvivalenter och det finns en mycket god tillväxtmöjlighet.
Den 5e vågen med bensinmotorer ligger lite längre fram i tiden, men man jobbar aktivt på utvecklingsprogram och hoppas på att initial referensproduktion kommer igång tidigare. Inom fordonssektorn följer man ofta varandra så om man får igång referensproduktion inom bensinmotorer och raddieslar kommer andra tillverkare följa efter.
Det finns också en möjlighet inom cylindertoppar för dieselmotorer, primärt för större motorer, t ex 4-7 litersmotorer i USA. Ju större cylinderborrhål desto större krav ställs på toppen för att den inte skall deformeras eller spricka.
Det erbjuds även möjligheter inom den sekundära marknaden, dvs andra fordonsdelar som t ex kopplingsplattor, förgreningsrör och turbohus. För kopplingar förekommer redan nischproduktion för Aston Martin, men det pågår utveckling av en dubbel koppling som spås bli den mest populära runt år 2011 och som kommer att använda plattor av CGI. Veckan efter AGM gjordes ett besök hos Dashiang i Kina, som börjar bli klara för produktion av förgreningsrör och turbohus. Man hoppas på att produktionen kommer igång innan utgången av 2007.
Inom den sekundära marknaden ingår även applikationer såsom kolvringar, t ex hos Daros i Sverige där det finns en tillväxtmöjlighet i form av ökad volym och en eventuell andra anläggning, cylindertoppar GE:s lokomotiv och motorer hos Waukesha och Rolls-Royce. Sammantaget räknar med att den sekundära marknaden kan komma att bidra med upp till 25% av den totala produktionsvolymen. Av den vid tidpunkten för bolagsstämman aktuella nivån om 425 000 ekvivalenter kom c:a 375 000 från den primära marknaden och resten från den sekundära.
Siffrorna gäller 2006 och gäller såväl antal motorer. SinterCast är mer intresserade av vikten och en prognos för dieslar ser ut som följer:
Den i särklass viktigaste marknaden utgörs av V6-dieslar och lastbilsmotorer, en marknad som är både stor och som växer.
Under 2006 fanns en marknad om c:a 2,9 milj ekvivalenter inom V-dieslar. SinterCasts produktion om c:a 375 000 utgör en marknadsandel om 12%, vilket är en bra början, en bra utgångspunkt och en god grund för tillväxt.
För kommersiella fordon, där 2007 är övergångsåret, har man c:a 1 milj ekvivalenter som efterhand kommer i produktion, vilket också är c:a 12-13% marknadsandel.
Rad-dieslar är viktiga, men budskapet är att V-dieslar och kommersiella dieslar är stort och kommer att bli större och det är där som de närmaste marknadsmöjligheterna är mycket goda. Inom detta område har tekniken anammats, behovet finns och tekniken är värdefull för kunderna så att de är villiga att betala för den. Detta område är det primära målet för de närmaste 3-5 åren. Under tiden man växer inom detta område kommer man ta till sig nya referenser, utanför fordonssektorn alternativt även inom våg 3 och 5.
För 2007 gäller att nya produktionsprogram kommer igång med MAN 10.5 och 12.4-liters motorer. Ford-Otosan i Turkiet börjar producera 7.3 och 9.0 liters block och toppar. Volvo kommer förhoppningsvis igång med sitt första block innan årets utgång, vilket även gäller för produktionen av grenrör och turbohus hos Dashiang. Man räknar också med nya produktionsåtaganden som kommer att utannonseras under året, samt att nya installationer hos gjuterier kommer att göras, vilka bidrar med ytterligare steg mot att nå breakeven. Slutligen kommer man lägga största delen av sin uppmärksamhet på att erbjuda support till de program som redan utannonserats, för att få en effektiv utveckling och mest effektiv start av produktionen, vilket är det bästa man kan göra för kunden och för SinterCasts aktieägare.
Augusti 2007
Urban D
-------------------------
Veckochart SINT den 17 aug 2007
Det behöver inte sägas så mycket mer. Förra gången vi såg sådana signaler den 9 mars 2007 ( köpsignaler i veckochart i både Stoch, RSI och CCI och denna gången förstärkt med studs upp från mittre Bollingers band) så gick kursen från 65:50 till 179 kr, en uppgång på 173 %. Om det blir detsamma denna gången från den högre nivån 127 kr så hamnar vi på 294 kr. Ca 15 veckor tills dess. Runt månadsskiftet nov-dec.
Vi får väl se. Volymökningen under uppgången den 17 aug var ännu ett gott tecken.
--------------------------
Den 31 aug se det ut såhär. Rekylen är klar och nu väntar vi på triggande fundamenta,,,, som kommer.
Förra gången vi fick köpsignal i MACD for kursen från 79 till toppen runt 170 kr. Denna gången börjar vi från en betydligt högre nivå och sannolikt blir det över 200 kr. Köp inte på er så våldsamt att ni är med och matar tradarna på rekylen, som kommer även denna gången. Dock så blir det högre och högre vändningspunkter varje gång. Lycka till med nya positioner. BULL-market.
------------------
Vad säger egentligen gjuterierna och hur kommenterar SinterCast självt gjuteriernas val? Bland annat enligt följande.
Tupy (2001)
With this production programme leading the way, we anticipate considerable growth both within the Ford-PSA alliance and with other car and truck manufacturers in Europe, America and Asia. Tupy Fundiçöes is committed to leading this trend toward CGI. <<<
Cifunsa (2002)
Now, as the development intensity and production planning of our car and truck customers increases we have secured the SinterCast System 2000 capability on all our production Lines. Cifunsa will be a leader in CGI product development and series production. <<<
Teksid (2002)
Now, as the development activity of our customers intensifies, we are pleased to formalise our relationship with SinterCast and to install the System 2000 technology. We are committed to establishing Teksid as one of the leading CGI suppliers to the world automotive industry. <<<
ICC (2002)
We are convinced that the industry is moving toward CGI and are committed to meeting the needs of our customers. We have evaluated the available technologies for the production of CGI and have chosen SinterCast because of the accuracy of its technology and the quality of its products and services. <<<
V. Luzuriaga-Tafalla (2003)
We are already actively involved in CGI product development programs with our main customers and we have taken this step to prepare for high volume series production. <<<
Motor Castings Company (2004)
As these activities continue to grow, and as the volumes in the industrial power generation sector ramp-up, we have decided to install the System 2000 technology to meet the increasing production requirements of our customers. <<<
Tupy (2004)
We are actively involved in new CGI development projects in both the passenger car and commercial vehicle sectors, including four different commercial vehicle components,” <<<
Hyundai (2005)
SinterCast has supported the CGI activities of the materials, design, manufacturing and foundry teams at Hyundai-Kia since 1995. We have produced CGI prototype components at four different Hyundai-Kia Group foundries for passenger vehicle petrol and diesel engines and for commercial vehicle cylinder blocks and heads. <<<
Döktas (2005)
“We are committed to establishing Döktas as one of the leading CGI suppliers to the world automotive industry”. We are pleased to have access to SinterCast’s leading technology and technical support as we enter into CGI series production and develop these new CGI opportunities.” <<<
Ashland (2005)
“As CGI series production continues to ramp-up... said Mike Swartzlander, vice president, Ashland Specialty Chemical and general manager, Ashland Casting Solutions. “We are pleased by the positive response to our global CGI alliance with SinterCast and look forward to introducing our new CGI products and solutions to the market.” <<<
Dashiang (2005)
President of Mei Ta Industrial Co., Ltd said: As the Chinese market leader, we are pleased to be the first foundry in China to install the SinterCast technology and we look forward to working together with SinterCast to expand our exhaust manifold and turbocharger housing export business.” <<<
Ford CCP (2005)
Ford CCP represents the third installation of our new Mini System 2000 product and, together with our full System 2000 production installations worldwide, further reinforces our position as the world leading supplier of CGI process control technology and significantly broadens our ability to supply the CGI requirements of Ford Motor Company. <<<
Doosan (2006)
The Doosan agreement represents the fourth installation of our new Mini-System 2000 product worldwide, and our second CGI technology supply agreement in the rapidly growing Korean automotive industry. The Doosan commitment reinforces the trend toward CGI in the heavy-duty diesel sector, for both on-road and off-road applications. <<<
Volvo (2007)
Following our long standing support of Volvo’s CGI foundry process development and prototyping activities, we are pleased to have our technology recognised and accepted by yet another of the world’s leading automotive companies. The Volvo agreement further reinforces SinterCast’s position at the forefront of CGI process control and reconfirms the trend toward CGI for high performance heavy-duty diesel engines. <<<
Caae Western University (2007)
“Vi ser med spänning fram emot att få SinterCast Mini- System 2000 till Case Metal Processing Laboratory. Denna anskaffning, tillsammans med forskning och genom utbildning, kommer att göra Case till en viktig aktör inom utvecklingen av CGI tillämpningar för fordonsindustrin. <<<
Listan kommer att utökas...................
| |
Föjande fundamenta räcker för kurs bortåt 245 kr i år
1.Produktionen ökar från ca 500.000 block till 1 milj block under resten av 2007. ( 3 månader)
2. Orderboken har ökat från 5 milj block till 5,5 milj block/år sedan den 17 maj iår. ( 3 månader)
3. Det beräknas starta sju ( 7 ) eller flera lastbilsmotorprojekt under återstoden av 2007.
6. Bolaget beräknar att de projekt som ingår i de 5,5 milj blocken ger ca 100 milj i produktionsintäkter ( 100 % marginal)
7. Bolaget räkar med att dagens kostnader stannar på den nivån de är idag.
8. Många är på väg att bli riktigt rika.
9. Det finns bara 5,5 milj aktier, och dessa reas nu ut för priser under 150 kr/st.
10. Orderboken kommer sannolikt att vara lika stor som idag när de 5,5 milj blocken är igång, d v s då väntar lika mycket till på att gå igång. ( normal tillväxttakt lång tid framöver, ca 10 % / halvår) |
Fin studs på mittre Bollinger Band den 4 sept. Det pekar rakt upp. Veckochart.
Veckochart 9 sept
Sintercast går mot vinst för helåret 2007. Vårt första helår med vinst, men inte det sista...
Närliggande volymer.
1.Personbilar (produktion) 375.000
2. Övrigt (produktion) 50.000
3. Lastbilar (annonserad produktion) 700.000
4. Da Shiang (annonserad produktion) 100.000
5. Lastbilar (förväntas bli annonserat) 300.000 ( DAF ?... )
6. Personbilsökning resten av året (min gissning) 100.000 ( Hyundai, Audi, Ford, VW ) Hyundais 3.0 liters V6 dieselmotor, som för närvarande endast finns på den inhemska koreanska marknaden, kommer att öka sin andel när Veracruz Luxury Utility Vehicle tillsammans med andra fordon från Hyundai/Kia börjar exporteras.
7.Personbilar ( ny annonsering och start ) 50.000 ( Toyota ) lite på chans med anledning av nya LC 200 series och 70 series"
"SinterCasts försäljnings- och marknadsföringsverksamhet kommer under andra halvåret 2007 att fokusera på nya kontakter inom fordonsindustrin och gjuteribranschen i Kina, Indien, Korea och Japan."
Summa 2007 (produktion/annonserad produktion) 1.675.000 ekvivalenter.
Produktionen trappas upp exponentiellt. Inte konstigt då att SD räknar med 0-resultat i år. -2 mille första 1/2-året gör att vi nu kan inse att det blir + resten av året. Den nyligen annonserade anläggningen till ICC liksom intäkterna från installationerna hos både Volvo och Case Western Reserve University faller inom andra halvåret. "Betalningarna för de utförda installationerna hos Volvo och Case förväntas ske i nästa period vilket kommer att stärka kassaflöde och likviditet i det tredje kvartalet."
"Glöm framförallt inte att Sintercasts HUVUD-marknad beräknas öka med 80 % från 2007-2012
"Totalt väntas den globala produktionen inom dessa två segment (V-dieselmotorer och tunga fordon ) öka från ca.10 miljoner motorekvivalenter 2007 till ca 18 miljoner motorekvivalenter 2012."
Visst är det rätt timat att komma in som ensam teknikleverantör just i ett sådant massivt tillväxtläge?
----------------------------------------
BÖRSPOSTER
Ett kärt problem, men som ändå bör hanteras......En börspost på 200 aktier är för dyr och omsätts därför för dåligt.
Det sker mycket handel i småorderboken och ni ser detta genom allt det småtta som kommer i små avslut över eller under föregående avslutsnivå. När man handlar med delposter får man inte avslut direkt utan får vackert vänta tills det samlats íhop hela poster i småorderboken.
| |
En Sintercast-börspost borde var 50 eller 100st aktier vid dagens kurs
|
|
|
| |
Man kan ordna detta antingen genom en split där värdet delas i flera aktier eller en ändring av börspoststorleken.
Idag omsätts mycket delposter ( under 200 aktier ) även under dagen. Det är så bra drag att man tömmer småorderboken rätt så regelbundet men handeln är svårare i delposter, så är det bara. Ibland får man då avslut till sämre kurs och detta stör.
En aktiepost bör ha ett värde på max 10.000 kr och därför vore en post på 50 aktier mer relevant ( 7250 kr vid kurs 145 kr och jämnt och fint med 10000 när vi passerar 200 kr ) Flera aktier ligger runt den postvärdesnivån.
En annan framkomlig väg är att göra en split 1:2 men för en split krävs extrastämma, så för att ordna detta den vägen får vi nog vänta tills årstämman. Vid nästa AGM ligger nog en post på över ca 50.000 kr, ett alldeles för högt postpris. En börspost skall enl Wikipedia ligga på ett halvt balbelopp dvs 20.150 kr men det finns många som har betydligt mindre postvärde. Posterna ändras av Börsen två ggr om året, i dec och i juni. Vi får se fram emot en ändring i dec. beslutad av Börsen, men kanske begärd av Sintercast.
Exempel på olika poster
OXGN 200 kurs 23,10 kr
Beijer 100 kurs 158 kr
Diamyd 100 kurs 74 |
-------------------------
För 15 år sedan skrev den kände Björn Wilke detta i VA. Utdrag via Katrineholms Tidning
Begåvat, framsynt...? Förstå att det inte är lätt för en sån kille att ändra sig.
Veckans Affärer sågar Sintercast "Snart spricker bubblan!"
Se upp för Sintercastaktien, affärsidén är omöjlig. Snart
spricker bubblan!
Veckans Affärer formligen sågar, ja pulveriserar, utvecklingsbolaget Sintercast.
I en nyhetsartikel och en börskrönika i tidningen varnas för Sintercastaktien. Enligt tidningen är bolagets aktiekurs en spekulationsbubbla, som snart spricker.
"
Drömmar i det blå" och "
Rekord i felvärdering". Det är
rubriker på de två artiklarna i tidningen.
I den ena artikeln klargörs att Sintercasts aktiekurs har drivits upp till rena fantasinivåer. För att försvara börsvärdet skulle bolagets metod behöva användas vid en produktion av 10 miljoner bilar, en tredjedel av världsmarknaden.
Ingen rimlig proportion
På två och ett halvt år har aktiekursen i Sintercast stigit från 70 kronor till 550, som är rekordnoteringen från den 28 maj i år. Kursen har dock fallit något sedan dess.
Börsvärdet på Sintercast vid toppnoteringen var närmare 1,8 miljarder kronor.
"Se upp för aktien. Det finns ingen rimlig proportion mellan aktiekurs och risk", skriver tidningens BjörnWilke i en börskrönika. I krönikan framhålls att bolagets affärsidé är omöjlig.
I krönikan betonas också att bubblan snart spricker. Och det kommer den att göra när de ekonomiska kalkylerna granskas. Nu är aktiemarknaden förförd av tekniska beskrivningar.
Enligt krönikören är det Sintercasts affärsidé som det stupar på, detta att inte sälja sitt system utan få royalty på varje ton gjutjärn som framställs enligt Sintercastmetoden.
Bara förluster hittills
Veckans Affärer har räknat ut, att med ett börsvärde på närmare 2 miljarder kronor krävs vinster på 120 miljoner kronor redan i dag för att försvara kursen. En vinst på 120 miljoner kronor kräver intäkter på cirka 250 miljoner kronor. Hittills har företaget inte tjänat en krona på metoden utan de fyra senaste åren redovisat en rörelseförlust på sammanlagt 243 miljoner kronor. I år väntas förlusten blir 50-60 miljoner kronor.
Sintercast uppger att man når breakeven vid en volym på 100 000 ton kompaktgrafitjärn. För att nå upp till intäkter på 250 miljoner kronor krävs volymer på närmare 300 000 ton enligt tidningen. Det motsvarar 10 miljoner personbilars motorblock, en tredjedel av världsmarknaden
Kommentar: Det finns så mycket osakligheter och faktafel i den artikeln att det inte ens går att korrigera. Makalöst dåligt. Artikeln visar att Wilke som numera är avlönad av Dagens Industri inte ens försökt att sätta sig in i bolagets affärsmodell. Artiklar likt denna har givetvis bidragit till att många varit och fortfarande är tveksamma till bolaget. Jag vill påstå att de förts bakom ljuset och därigenom missat ett guldkorn. Historien kommer att visa vem som hade rätt. De närmaste åren kommer att innehålla händelser som får killar som Wilke att djupt ångra att de skrev som de gjorde. Affärsmodellen är densamma.
---------------------------------------
Men det finns andra. Läs denna som kom nyligen
Genombrottet lyfter Sintercast
Publicerad: 2007-09-20 09:18
AKTIEANALYS FRÅN BÖRSVECKAN: Utvecklingsbolaget SinterCast har 12 anställda och omsätter 20 Mkr. Börsvärdet är 800 Mkr. Trots det kan den optimistiske lätt se att det finns mer att hämta.
Kompaktgrafitjärn, som på engelska förkortas CGI, har minst 75 procent högre draghållfasthet och 45 procent högre styvhet än motorblock och cylinderhuvuden gjutna i konventionellt gråjärn och aluminium. Utmattningshållfastheten är också bättre för CGI vid höga temperaturer.
De bättre egenskaperna hos CGI ger möjlighet att konstruera motorer med bättre prestanda, hållbarhet och bränsleekonomi samtidigt som storlek och vikt kan hållas ner. Nackdelen med CGI är att det är svårt att tillverka och minsta avvikelse från rätt blandning leder till att materialet inte får de önskvärda egenskaperna. Tekniken har varit känd länge, men genombrottet har låtit vänta på sig och SinterCast uppger att datorernas snabbt förbättrade prestanda har varit en starkt bidragande orsak till de senaste årens framgångar för CGI.
Tekniken har framför allt anammats vid tillverkning av dieselmotorer till personbilar och tyngre fordon, men på lång sikt finns inget som utesluter användning av CGI även till bensinmotorer. Dieselmotorernas frammarsch de senaste åren skapar en växande marknad för SinterCast. Dieselmotorerna har blivit starkare och bränslesnålare samtidigt som emissionerna kan hållas nere genom partikelfilter. Den snabba utvecklingen ställer allt högre krav på motorns och därmed materialets tålighet, vilket spelar CGI-branschen i händerna då CGI-motorerna kombinerar hög prestanda med låg vikt. Detta återspeglas exempelvis genom att 70 procent av racerbilarna i den amerikanska Nascar-serien har en CGI-motor gjuten med SinterCasts teknik.
SinterCasts processtyrningssystem, System 2000, har tagits fram för serieproduktion av CGI. Först mäts det flytande basjärnet och baserat på mätresultatet tillsätts olika legeringar med automatik för att korrigera blandningen före gjutning. I genomsnitt tillsätts mindre än 20 gram magnesium per ton.
Affärsmodellen för SinterCast bygger initialt på en installation av System 2000 som gjuteriet antingen köper in eller leasar beroende på produktionsvolym. Mini-System 2000 som används för prototyptillverkning och produktutveckling finns dock endast för försäljning. Efter att processtyrningssystemet är installerat betalar kunden en årlig avgift för mjukvarulicensen. Under serieproduktion debiterar SinterCast en produktionsavgift för varje ton gjutgods som produceras. Därutöver säljer SinterCast mätkoppar som används i processen för att analysera varje parti med flytande järn. Det går åt ungefär en mätkopp per 15-20 motorekvivalenter. En motorekvivalent motsvarar vikten av det gjutna godset hos en personbilsmotor och uppgår till ungefär 50 kg. Försäljningen av mätkoppar har ökat från 11 000 år 2004 till över 40 000 förra året.
Många års idogt arbete har gett utdelning i den konservativa fordonsindustrin. Motorblock i Sintercast-CGI levereras idag till giganter som General Motors, Toyota, Volkswagen, Daimler Chrysler, Hyundai och Peugeot-Citorën. I april anslöt sig Volvo till kundlistan genom en installation av System 2000 i Skövde för serieproduktion av tunga motorblock till en nischprodukt. SinterCasts framgång har inte varit enkel och historien har kantats av många besvikelser, vilket inte minst de samlade underskottsavdragen på 600 Mkr visar.
Vid årsskiftet hadeSinterCast teknologiavtal för CGI med 30 gjuterier i 14 länder, vilka står för hälften av världens kapacitet gällande motorblock i gjutjärn. Än är intäkterna små, vilket förklaras av långa ledtider från tecknat avtal tills dess att serieproduktionen är uppe på full fart.
På Börsveckans småbolagsdag för någon vecka sedan uppgav SinterCast att de har 425 000 motorekvivalenter i rullande produktion. Därutöver har de annonserat om ytterligare 800 000 årliga motorekvivalenter, men den mest spännande siffran ligger i "development pipeline" som för närvarande uppgår till 5,5 miljoner motorekvivalenter. "Development pipeline" definieras som full årlig volym av utvecklingsprogram som SinterCast stöder, men som ännu inte har annonserats till marknaden.
SinterCast får uppskattningsvis 25 kronor i produktionsavgift för varje motorekvivalent. På nuvarande produktion är de uppe på break-even. Inom 3-5 år räknar bolaget med en produktion av 5,5 miljoner motorekvivalenter och att serieproduktionsintäkterna överstiger 100 Mkr. Samtidigt förväntar sig Sintercast att bruttomarginalen ökar från 60 till 80 procent. Givetvis finns risk för prispress och övriga kostnader kommer sannolikt öka en del. Men effekten på lönsamheten lär ändå bli mycket god om Sintercasts försäljningsförhoppningar infrias.
Sintercast självt uppskattar att de tagit en fjärdedel av 2012 års produktion av större dieselmotorer. En marknad som förväntas växa från fjolårets 10,5 miljoner motorekvivalenter till närmare 18 miljoner motorekvivalenter 2012.
Baserat på bolagets liggande prognoser (som historiskt har hållit låg kvalitet) borde omsättningen bli omkring 125 Mkr framåt 2011. Räknar vi optimistiskt med en rörelsemarginal på drygt 60 procent och en vinsttillväxt därifrån på 20 procent per år så får vi ett motiverat börsvärde idag på över 1 miljard kronor även med en mycket hög riskpremie.
Den här kedjan av antaganden kan brista på många punkter men för den som gillar risk och tror på CGI är Sintercast ingen galen investering.
Sjölund tycker säkert att det är OK att jag återger artikeln efterhand har i sin tur tagit sitt från Börsveckan. Om inte så får du höra av dig Åke. Marginalen är för låg och kommer att hamna runt 80% och ökande. Bolaget behöver INTE växa när produktionen går igång för fullt. Royaltyintäkter är rena guldet. Kunden jobbbar själv och betalar för att få låna din teknik.
----------------------------------------------------------------
VIKT igt
Hannover 11September 2007. – For six days in mid-September Hannover will once again be the absolute focal point for manufacturing experts from around the world. Tens of thousands will gather from 17 to 22 September for EMO Hannover 2007, the world’s leading metalworking trade fair and the most important forum for the branch
M. Schikorra
Institute for Metal-Forming and Lightweight Construction
"The ratios commonly adduced as tolerated additional costs for weight minimisation are approx. 5 €/kg in automotive construction, 250 - 500 €/kg in aviation and 5,000 €/kg in aerospace applications."
EMO mässan hör till en av världens absoulut största verktygsmaskinsmässor. Det förvantas att ungefär 200000 besökare från ungefär 40 länder kommer att besöka de över 2000 utställarna. EMO Mässan anordnas av VDW (Verein Deutscher Werkzeugmaschinenfabriken) tillsammans med de nationella verktygsmaskinsföreningarna. I Sverige är det SVMF / Sveriges VerktygsMaskinaffärers Förening som är den nationella föreningen.
Mässan hålls i: Hannovermässan, Hannover, Tyskland
Om ett motorblock alltså väger 50 istället för 60 kilo så är man beredd att betala 50 Euro extra för den viktminskningen. Förstår vi vad detta innebär för Sintercast?
-----------------
Toyota är hårt igång med CGI ...............
Läs detta från en USA-motorsportsida.
Having read the Modularfords.com and Corral.net cover to cover - deciding on which V-8 DOHC engine I wanted to build - after reading Lextreme.com and coming to terms with the 4.7 being 'The Choice' -
One interesting post by a formidable former Motorcycle 'Funny Bike' builder / racer who then went after the fastest 5.4 NVH FORD block build - his statement on Superchargers is such that the Blower Belt 'shock' input into the crankshaft - Harmonics 'n Vibration - hammer the bearings badly.
I'm not looking to dispute the merits of 'Blower' vs Turbo, yet this engine builder with Major Creds, whose 5.4 set Normally Aspirated track records - would never build using a Blower - only Turbo[s] for a Forced Induction engine as the violence to the rod bearings was too great to risk bothering.
As to the 5.7 Toyota engine - some thoughts:
The 5.7 uses Siamese'd cylinder liners - which in a Supercharged / Turbocharged
might produce 'Hot Spots' - as these see 1250 degrees of combustion chamber heat - I look forward to some 'Real World' experiences by builders.
'Blown' applications may - might see cylinder liner distortion - this remains to be seen but is possible - as the FORD Cobra camp ran into this problem - correctly identified by only very few.
The 5.7 cannot be bored out - nor sleeved as the liners incorporate 'spines' on the outside of the liners - to better shed heat and stabilize the bore - making the 5.7 a 'disposable' block should you scar the liners.
The 5.7 is an 'Open Deck' design - and should incorporate block plates - welded in to stabilize the cylinder bores if you're going for HI-PO. Toyota 'braces' their 1GR FE open block 4.0 V-6 with a plastic - which fails to keep the bores stable in Forced Induction situations according to one Aussie racer / builder.
Heat is a killer of engines - and the FORD camp are up to their necks with this problem - check it here:
http://tinyurl.com/yt48w8As to the Toyota 4.7 compressed graphite Iron 4.7 cylinder block - it weighs 82 Lbs.
more than a 3UZ FE Alloy block - and offers coolant circulation around the entire cylinder unlike the Siamese'd 5.7 s .
Having fled the American Iron engine camp - I'll say that the 4.7 is one of the Finest light weight well designed, strongest stock, quality material Iron block I've seen.
You do not need 4 bolt mains:
The Two Bolt mains with ARP studs is good for 1,200HP without drama.
Drilling and tapping in 4 bolts can be done - but - you stand a good chance of cracking occurring above 1,100 HP as seen in one maximum effort engine in a Thread on Lextreme.com .
They stated they believed the cracking would not have happened had they just left the Two Bolt configuration alone.....
The 4.7 features Belt Driven Camshafts - the 5.7 runs long chains and chains between the camshafts.
Chains airate the oil with bubbles - heat the oil - weigh alot compared to a Belt System - shed metal particulates into the oil as they wear - chew up the Alloy surrounds as they get long in the tooth - and take more energy to start and stop than do Belts.
All said, the 4.7 is the Premier Toyota engine to have for V-8 application for serious stability and power.
Japan: New Toyota Land Cruiser launched
By Automotive World staff writer (DI)
18 September, 2007
Source: Automotive World
Toyota has launched a new Land Cruiser in the domestic market. The vehicle will be distributed by Toyota dealers, and by Osaka Toyopet in the Osaka area. The eight-seater vehicle is 60mm longer and 30mm wider, with a 15mm higher roofline than the outgoing model.
Toyota has launched a new Land Cruiser in the domestic market. The vehicle will be distributed by Toyota dealers, and by Osaka Toyopet in the Osaka area. The eight-seater vehicle is 60mm longer and 30mm wider, with a 15mm higher roofline than the outgoing Land Cruiser 100 Series.
The styling of the new model was largely previewed by the closely related Lexus LX 570 at the New York motor show in April. That vehicle goes on sale in the US, Canada and Russia in early 2008.
According to Toyota, the new Land Cruiser features a "redesigned" platform, which is claimed to have 1.4 times more torsional rigidity and 1.2 times better flexural rigidity than the earlier version. Double-wishbone front suspension with coil springs replaces the previous torsion-bar set-up, improving handling and stability, the OEM claims.
The new SUV has the same 2UZ-FE 4.7-litre gasoline V8 engine as the earlier version. However, the engine now features VVT-i (Variable Valve Timing-intelligent), resulting in a 52hp (39kW) increase in power, according to Toyota.
The compression ratio of the engine has increased, to 10.0:1 from 9.6:1, and maximum engine speed from 4,800 to 5,400 rpm. The engine is coupled with a five-speed sequential transmission. The OEM claims average fuel consumption of 6.6km/l for the vehicle, and carbon dioxide emissions of 352g/km.
Toyota has standardised certain features across all versions of the new Land Cruiser. These include the 'crawl control' system, which automatically controls the engine and brakes to maintain a low speed on rocks, sand or steep hills, a new Torsen limited slip differential as part of the vehicle's permanent all-wheel drive system, ABS and hill-start assist control, which reduces vehicle roll-back.
The new Land Cruiser also comes with KDSS (Kinetic Dynamic Suspension System), a hydraulic system which controls the stabiliser bars for improved off-road and on-road driving.
The base version of the new Land Cruiser carries a price tag of ¥4.7m (US$40,810), while the high end 'G Selection' trim costs ¥5.4m. Toyota expects to sell 700 units of the new SUV per month. Assembly of the Land Cruiser will continue to take place at the OEM's Tahara and Yoshiwara plants in Aichi prefecture.
The Australian importer has also announced that the new model, to be called 'LandCruiser (sic) 200 Series' in that market, will have a V8 turbodiesel engine option when it goes on sale there in November. ( med CGI i blocket )
------------------------------------
GENÈVE: GM:s nya superdiesel
General Motors nya 2,9-liters V6 diesel ger 250 hk och 550 Nm. Först debuterar den i Cadillac CTS, 2009, men den kommer också i framtida Saab-modeller. Bäst av allt - den kan reducera NOX-utsläppen med 90 procent!
Framtidens dieselmodeller kommer att bli ännu mera kultiverade och attraktiva än dagens motorer, men de står också inför en stor utmaning: att effektivt reducera utsläppen av kväveoxid, NOX. Det är en mycket svår uppgift då det tekniskt är att likna vid ett "moment 22", hur ingenjörerna än gör så resulterar låga NOX-utsläpp alltid i andra nackdelar.
Men det kan bli ändring på det och General Motors blir först inom bilindustrin när man introducerar en helt ny teknik på sin kommande diesel-V6:a, döpt till "Clean Diesel."
Motorn är på 2,9 liter, ger 250 hk och det imponerande vridet på 550 Nm finns redan vid 2 000 r/min. Det nya är att glödstiftet också har en tryckgivare som mycket snabbt och exakt mäter förbränningstrycket. Informationen används för att styra förbränningsförloppet med en precision som varit omöjlig förut.
Det nya insprutningssystemet jobbar med ett tryck på 2 000 bar och piezospridarna kan ge åtta (!) injektioner per förbränning. Med hjälp av tryckmätningen kan systemet "efterjustera" mängden bränsle så att förbränningen alltid blir perfekt, varje gång. GM kallar systemet för "closed-loop combustion".
Denna superprecision gör att GM-motorn kan placera förbränningen i ett mycket litet "fönster" där blandningsförhållandet är perfekt, både när det gäller effekt, förbrukning och inte minst avgasutsläpp. GM hävdar att vid vanlig körning, på dellast, minskar NOX-utsläppen med 90 procent! Vid en standardiserad körcykel som NEDC minskar NOX-utsläppen med 40 procent.
En annan fördel med closed-loop combustion-systemet är att motorn "håller koll på sig själv" hela sin livslängd och förblir lika ren. Skulle en förändring eller ett slitage inträffa så kan motorn självjustera sig till samma värden som när den var ny. Vilket gör att ägaren kan köra med rent miljösamvete under hela bilens livslängd.
Förutom denna nydanande teknik är förstås GM:s nya sexa modern i alla beståndsdelar med dubbla överliggande kamaxlar, fyrventilade förbränningsrum och grafitgjutjärn i blocket som är både lätt, starkt och ljudisolerande. Katalysator och partikelfilter är förstås standard. Motorn är byggd för att vara mycket flexibel, kan monteras på längden och tvären samt utvecklas i olika riktningar, en "sportversion" med sekventiell turboladdning är till exempel fullt möjlig (och trolig, om man får tro GM-teknikernas sneda leenden).
|
|
Roger Johansson är vicepresident för GM Powertrain och har ansvar för motorerna. Han är förstås mycket stolt över den nya V6:an som kan reducera utsläppen radikalt. |
Intervju, Roger Johansson
Den nya V6:an har utvecklats ihop med de italienska dieselspecialisterna på VM Motori i Italien, där även svensken Roger Johansson har sitt kontor. Han är vicepresident för GM Powertrain i Europa och ansvarar för motorerna.
Ams: Att uppnå så stora förbättringar av NOX-utsläpp måste vara en bedrift?
Roger Johansson: "Vi är förstås mycket stolta över resultaten. Men även när det gäller effekt, låg förbrukning, komfort och gångkultur är det här en motor som kan mäta sig bland de bästa dieselmotorerna i världen."
Ams: Var ska motorn användas?
Roger Johansson: "Eftersom det är en premiummotor måste den debutera i en lämplig modell och det blir i Cadillac CTS, 2009."
Ams: Varför presenterar ni motorn så tidigt?
Roger Johansson: "På Genève-salongen ska vi visa upp vårt miljöarbete och vad vi har på gång. Därför ansågs tidpunkten lämplig."
ams: En sådan här praktpjäs kan ju inte få bli unik för Cadillac. Vilka fler GM-modeller får motorn?
Roger Johansson: "Framtida modeller kan jag inte kommentera, som du förstår, men visst ska den användas i andra bilar."
Ams: Till exempel i framtida Saab-modeller?
Roger Johansson: "Nu kan jag som sagt inte kommentera sådant men helt osannolikt är det väl inte."
Ams: Samma teknik att reducera NOX-utsläpp måste väl kunna användas på fler motorer?
Roger Johansson: "Allt är ju en fråga om kostnad men visst är det en väg för att möta kommande avgaskrav. Vi får se vilka motorer som står på tur".
Ams: Hur ser du på EU:s kommande krav på CO2-utsläpp på 130 g/km i genomsnitt. Klarar ni det?
Roger Johansson: "Det blir tufft, det är en brutal utmaning för oss alla men vi måste klara det."
Ams: GM och speciellt Saab satsar mycket på E85, etanol, som bränsle. Vad har ni på gång där?
Roger Johansson: "Vi satsar hårt på E85 och ni kommer snart att få se flera nyheter. Redan 2010 kommer hälften av alla GM-bilar som säljs i USA att vara E85-anpassade. Vad jag önskar mig vore att fler stater, som Sverige, tar kraftfulla beslut och snabbt bygger ut infrastrukturen. Vi har bilarna
-----------------
2007-03-06 13:02
Insänd av: Gert Svensson
Sintercast
Genombrott för svenska Sintercast och motorblock av Compacted Grafite Iron (CGI). Svensk uppfinning och patent.
14 September 2007 | Source: just-auto.com editorial team
Article summary:
Saab and Cadillac have confirmed that General Motors' premium brands are developing "very different and specific" SUV crossovers, which will reach showrooms within two years
----------------------------------------
18 June 2007 | Source: just-auto.com editorial team
General Motors is to introduce its first light duty V8 'clean' diesel for North America.
To be manufactured at the GM Powertrain Tonawanda engine plant, the high-efficiency engine will be fitted in pickup trucks under 8,600 pounds gross vehicle weight and the Hummer H2 large SUV, GM said.
The engine is expected to deliver class-leading torque, power and refinement, the automaker added following an announcement event at the engine plant.
The 4.5-litre Duramax-branded V8 turbo-diesel improves engine fuel efficiency by 25%, reduces CO2 emissions by 13% and cuts particulates and NOx emissions by at least 90%, GM claimed.
The new dual-overhead cam, four-valve engine will fit in the same space as a small-block petrol V8. The compact size is due to integral cylinder head exhaust manifolds, integral cam cover intake manifolds and a narrow block.
"This new GM light duty diesel is expected to become a favourite among customers who require excellent towing ability and fuel efficiency," said GM global powertrain and quality chief Tom Stephens. "It will meet the stringent 2010 emissions standards, and it will be compliant in all 50 states, making it one of the cleanest diesel vehicles ever produced."
It will a;sp be GM's first engine to use a selective catalytic reduction NOx aftertreatment system with a diesel particulate filter to help achieve the all-state Tier 2 Bin 5 and LEV 2 emissions standards.
Technical highlights of the engine include aluminium cylinder heads with integrated manifolding; a variable-vane turbocharger with intercooling; a compacted graphite iron (CGI) block for a stronger and lighter engine base (compared to lower-strength aluminium or heavier grey cast iron); and fracture-split main bearing caps and connecting rods for a precise fit.
An electronically controlled, ultra-high-pressure, common-rail fuel system is used, which has the ability to inject fuel five times per combustion event to control noise and emissions will be used.
"This new V8 is not only a clean diesel meeting the toughest emissions requirements in North America, it also delivers an effortless performance feel because of its high torque across the speed range," said GM Powertrain diesel engineering executive director Charlie Freese. "It is also significantly quieter than other diesels on the road today, with noise and vibration performance approaching gasoline V8 levels."
Freese said the new V8's compact size, enabling it to fit in the same space as a petrol small-block unit, gives GM the flexibility to introduce this engine in a wide variety of vehicle applications should there be future market demand.
It is expected to deliver over 310 horsepower and 520 lb-ft of torque in North American-compliant installations.
GM (Opel, Saab, Vauxhall and GMDAT ) currently offers 17 diesel engine variants in 45 vehicle lines around the world and sells more than one million diesel engines a year, ranging from the 1.3-litre four-cylinder diesel engine sold in the Opel/Vauxhall Agila and Corsa, to the 6.6-litre Duramax V8 in full-size vans, heavy duty pickups and medium duty trucks in the US.
GM first introduced the 6.6-litre Duramax diesel in the US in the 2001 model year and said its heavy duty pickup truck market share has jumped nearly tenfold in the six years that the engines have been offered.
Separately, the Associated Press (AP) reported that GM would retool the 3.1 million-square-foot Tonawanda plant, opened in 1937, to make the new engine, on top of several four-, five-, six- and eight-cylinder engines it currently builds with about 1,850 hourly and salaried workers.
AP noted that Tonawanda ranked as the eighth most productive engine plant in North America in a recent report by Troy-based Harbour Consulting and that GM announced last January that the plant would begin producing a new V8 petrol engine in 2009 after GM spends $US300m on renovations and equipment.
------------------------
7 March 2007 | Source: just-auto.com editorial team
General Motors is at last apparently getting serious about diesels for its American cars sold in Europe.
To be fair, it does have a four-cylinder diesel option for its Europe-only BLS but that is just a rebodied Saab 9-3 and not, as some purists might argue, a 'real Cadillac'.
So, somewhat lost amongst all the talk of Chrysler sales, CO2 emissions limits and sporty hybrids, the automaker launched a new 2.9-litre V6 turbodiesel with the latest injection and combustion technology for minimum emissions and maximum performance.
The new 184 kW/250 hp engine will be sold mainly sold in Europe and is scheduled to appear first in the 2009 Cadillac CTS. ( sommaren 2008 ?)
"We expect the V6 diesel to be highly competitive in the European luxury segment," said general manager Jim Taylor. "With its excellent low-end torque and its high power output, it is a great fit with Cadillac's performance-oriented brand character."
The compact dual overhead cam, four-valve V6 belongs to a new GM family of diesel engines, featuring an innovative closed-loop combustion control system designed to meet future emissions standards. The engine can be installed in a longitudinal or transverse layout and can be adapted to a wide range of two- or four-wheel drive vehicles.
GM's development of the new engine is being coordinated under the leadership of GM Powertrain's European operations in Turin, Italy, in cooperation with VM Motori based in Cento, Italy.
GM ended a similar arrangement with Fiat some time ago but engines from that cooperation will be available in both automakers' ranges for some time yet.
Under the newer deal, GM Powertrain will focus on the development of the clean combustion process, electronic engine control and exhaust gas after-treatment, as well as calibration and integration for GM vehicles.
VM Motori will build the new unit at its plant in Cento, and is responsible for the mechanical aspects of the engine's design, development and bench testing.
"The V6 diesel integrates leading technologies and will deliver outstanding performance, fuel economy and low emissions," said GM Powertain Europe vice president Roger Johansson.
The V6 engine_management system enables optimal fuel economy as well as reduced emissions and noise by using recently developed combustion control technology.
Key to the system are high speed piezo-resistive cylinder pressure sensors that are integrated within the engine glow-plugs. These specialised sensors acquire real-time data from the combustion process, enabling instantaneous fine-tuning of the fuel_injection process. In the future, this clean combustion control technology will be introduced in other GM Powertrain diesel engines.
The high-pressure, common-rail system provides up to 2000 bar (29,000 psi) injection pressure. The injectors are quick-firing piezo-electrically actuated, allowing up to eight injections per engine cycle. The after-treatment system includes an oxidation catalyst and a particulate filter that are close coupled to the engine to achieve future emissions standards.
An electronically controlled variable geometry turbocharger generates boost pressure. The engine has a torque of 550 Nm (406 lb-ft) beginning at 2000 rpm, while providing effective fuel economy and reduced emissions.
The new, compact engine has aluminium cylinder heads and a 60 degree bank angle, and 83.0 mm bore and 90.4 mm stroke, for a displacement of 2,935 cubic centimetres. The engine block is made of stronger and lighter compacted graphite iron (as compared to lower strength aluminium or heavier grey cast iron) to optimise engine packaging, weight, refinement and performance
Signaturen Investorn har lagt ut en kalkyl på nätet. Den återges här.
SinterCast – September 2007
Serieproduktion och aktuella produktionsprogram per början av september 2007.
En ekvivalent (EQ) är en ”mätenhet” som motsvarar 50 kg gjutet gods.
A Pågående produktion
1) Personbilar V-motorer 375.000
2) Industrial Power Sector, m m 50.000
Delsumma 425.000
B Annonserad produktionsstart 2007
1) Lastbilar 700.000
2) Da Shiang 100.000
Delsumma 800.000
C Ej annonserade program i "pipen"
1) Lastbilar med produktionsstartstart 2007 300.000
2) Ej annonserad produktion av V-motorer för USA 2.000.000
3) Övrig ej annonserad produktion inom A1) och B1) 2.000.000
Delsumma 4.300.000
Summa ekvivalenter (EQ) 5.525.000
Vad kan vi då förvänta oss för pressreleaser (PR) under resten av 2007?
Utöver PR om att C1) flyttas till B1), vilket är en uttalad målsättning för
Sintercast, kan vi förvänta oss PR om att delar av C2) och C3) annonseras för
produktionsstart 2008-2009 samt att det kommer PR om nya systeminstallationer.
Alla program motsvarande 5.525.000 EQ förväntas vara igång före, eller senast år
2010.
Steve Dawson nämner att produktion år 1999 var noll (0) samt att produktion tio
(10) år senare - år 2009 - kommer att vara två (2) miljoner. Vad avser han, EQ
eller motorer? När jag räknar kommer jag fram till att han nog ej avser EQ, utan
menar antalet motorer från A1) och B1). I så fall bör vi nog räkna med att i
princip samtliga motorer som ryms inom ovanstående 5.525.000 EQ har påbörjat
produktion inom ca 2 år, ej 3-5 år som refereras till i media. Media misstar sig på
om ”när” startskottet för programmen avlossades, enligt min uppfattningsförmåga.
Om ca två (2) år har vi i så fall påbörjat en ca tio (10) gånger så stor produktion
som dagens befintliga produktion….
Att "pipen" C fylls på under 2007 står klart, men vi kan knappast förvänta oss
pressreleaser om detta ännu. Den torde dock vara den viktigaste siffran att bevaka
framgent.
Källor:
http://way2it.isphuset.se/sintercast.htm
http://financialhearings.eframe.se/070905/sintercast/
Filen med kalkylen ovan som pdf
Investorn-sept.pdf
---------------------------------
Nu ser det mycket bra ut. Denna resan kan bära över 200 kr. Köpsignal idag den 26 sept i MACD vilken brukar vara tung.
Greppet är suveränt med sänkt sportchassi och sulor 245 ggr 35 bak och 225 ggr 45 fram. 18 tums AMG-fälgar förhöjer helheten.
-----------
Explosivt läge, om 154 kr tas så blir det signal mot de riktiga höjderna. Volym krävs dock. Inte må fjutt med några tusen aktier. Nedan ses veckochart. Gröna linjer är stöd och motstånd. Avsmalnande Bollingers band visar på kommande kraftfullt utbrott.
både RSI och Stoch vänder upp.
En hel flock med köpsignaler
Dagsgraf från kl 16:00 den 9 nov . Fin vändning idag.
Motståndet ligger vid gröna linjen
Q3 Rapport:
Med SinterCasts nuvarande affärsmodell ger marknaden på kort sikt möjligheter till löpande serieproduktionsintäkter på över 100 miljoner kronor per år när produktionen har utökats till full volym. Ytterligare intäkter realiseras från teknisk kundservice, nya System 2000 installationer och annan affärsverksamhet.
Vad återstår under 2007 ?
Sintercast
Mycket snack nu om när kan förvänta sig produktionsstart för de verkliga volymerna. Många fäster sig vid att Dawson sagt att det dröjer 3-5 år innan produktionsstart från att man satt igång ett motorprogram.
För exakt två år sedan ( Q3.2005 ) skrev bolaget
"SinterCast CGI produktion, samt utvecklingsprogram av nya SinterCast CGI motorkomponenter, kan generera en volym på mer än 3.5 miljoner motorekvivalenter. Nya SinterCast CGI dieselmotorblock, cylinderhuvuden och bensinmotorblock utvecklas för närvarande inom personbilsbranschen. Långt framskriden produktutveckling sker även mot kommersiella fordon av motorblock och cylinderhuvud i Europa, Asien och Nord- och Sydamerika. Utöver dessa aktiviteter, inom alla delar av Five Waves, pågår utveckling av andra produkter än motorblock och cylinderhuvuden
inom fordon, marin, lokomotiv och kraftverkindustrin. Ytterligare SinterCast System 2000 installationer förväntas i Europa, Asien, Nord- och Sydamerika för att stödja pågående- och nya utvecklingsprogram globalt."
Det är alltså 3-5 år från 2005 som vi kan se 3,5 milj block och inte tror jag att de tillkom på en gång 2005 utan en del har redan funnits i pipen ett år eller mer innan dess. De finns alltså nära nu. De följande två åren efter att 3,5 milj satt igång ytterligare 2 milj block. De följande åren ännu mera o s v.
Idag 2007 är den siffran höjd till 6 milj block inkl det som redan är igång och det som annonserats men som ännu inte börjat produceras.
I våras i maj var siffran 5,5 milj block och i sept hade det ökat till 6 milj block i pipen. Det finns de som tror att det stannar upp nu, för hur bra som helst kan det ju inte bli... Varför inte det? Enbart tunga sidan har en potential på 450.000 ton eller 9 milj ekvivalenter.
Exempel på start of production.= SOP
febr 2007 Developed at Hyundai’s Powertrain R&DCenter in Namyang over a period of 49months at a cost of 233.2 billion won (approx $233million), the S-engine sets new standards ofrefinement and performance for a diesel withits maximum output of 240ps at 3800rpm and46kg.m of peak torque in the 1700~3500rpmrange, figures which equal if not better the bestV6 diesels today.
Sintercast kommer nu också med segjärn-ductile iron
Utöver den primära CGI-verksamheten har SinterCast lämnat in en patentansökan under januari 2007 för att formellt avslöja tillämpningen av SinterCast Termiska analysprinciper på processtyrning och kvalitetskontroll av segjärn. Avsikten är att det utvecklade CGI-kunnandet ska kunna utsträckas till utvärdering av segjärn. Det första segjärnsanalyspatentet är inlämnat för att möjliggöra för SinterCast att offentligt diskutera teknologin med potentiella kunder och tillåta fälttester med start under 2007.
I USA är segjärnsproduktion ca hälften av gråjärnsproduktionen eller ca 4 miljoner ton årligen.
Det motsvarar 80 milj meq, eller ca .... nej det är för orealistiskt eller hur?
i hela världen produceras det 19 milj ton om året av segjärn..................................Det motsvarar 380 milj motorblock. låt oss säga att man vill ha superkvalitet i en pytteliten del av den mängden. 1 % av den marknaden är ett gott tillskott och ger alltså 3,8 milj block om året. Sintercast behöver en produktion på ca 900.000 block/ för att gå runt. Segjärnssidan blir som grädde på moset.
Scania
rån 2004 vid Scanias kapitalmarknadsdag som ett svar på en fråga ställd via nätet av mig.
Frågan och svaret om CGI :
Fråga:
Will Scania follow the other leading truckengineproducers in using CGI for engine blocks and heads?
Svar från Hasse Johansson chef för FoU:
Yes, in the years to come we will for sure use whatever is possible because we need to increase the combustionspressure to improve the efficency of the engines in the future. Right now we do not need CGI but as I said, in the years to come we need that kind of strength to improve the efficency of the engines. So we will follow that trend. Yes.......
Ur tidningen Mekanisten (Svenska Mekanisters Riksföreningning 2:2005)
Artikeln "SCR eller EGR: Scania minskar emissionerna med renare förbränning...Euro 5 Från 2006 kommer Scania att erbjuda Euro 5-motorer baserade på SCR-teknik med en effektnivå i respektive motorserie (5-,6- och 8-cylindriga)....Scanias kompletta program av Euro 5-motorer innebär flera intressanta tekniska förändringar. - Scania kommer med ett komplett program Euro 5-motorer i god tid innan lagkraven träder i kraft, med nya intressanta lösningar, säger Urban Johansson."
------------------------------------------
Ny teknik 2002
Avgasregler tvingar fram nytt järn i lastbilsmotorer
Nästa generation motorer i tunga fordon tillverkas av kompaktgrafitjärn. Materialet tål förbränning under högt tryck, en förutsättning för att kraftigt minska utsläppen. Volvo och Scania arbetar nu tillsammans med gjuteriföretag för att utveckla teknik för att bearbeta det nya materialet.
- Nu är det inte längre en fråga om kompaktgrafitjärnet börjar användas, utan när, säger Tobias Björklind på Scanias gjuteri.
Som det ser ut idag ser han inga alternativ till materialet när de nya europeiska avgasnormerna successivt skärps de närmaste åren. En del kan göras genom att styra bränsleinsprutning och system för efterbehandling av avgaser.
- Men det blir ingen bra motor, säger Tobias Björklind.
Det är halterna av koloxid, kolväten, partiklar och framför allt kväveoxider som nu ska minska, i ett första steg till 2005 och ett andra till 2008. För att inte tappa i prestanda satsar bilfabrikanterna på att öka trycket i motorn under förbränningen - det handlar om femtioprocentiga ökningar eller mer av trycket. Och då är det gråjärn som idag används i exempelvis motorblock och cylinderhuvuden för svagt.
--------------------
sept 2005
Mystisk kursrusning i Sintercast
| Utvecklingsbolaget Sintercast rusade närmare 9 procent på måndagen och har nu klättrat över 30 procent på en månad - trots att inga nyheter om bolaget presenterats de senaste veckorna. |
Sintercast, verksamt inom tillverkning av så kallat kompaktgrafitjärn, handlades på måndagen till kurser runt 80 kronor, de högsta nivåerna sedan maj 2000. "Det har inte kommit några nyheter från oss varken i dag eller de senaste två veckorna", säger VD:n Steve Dawson till di.se. "Men vi har alltid sagt att det finns stor potential på motorsidan. Möjligen har marknaden börjat tro på oss och börjat investera därefter", fortsätter han. En tänkbar förklaring till måndagens kursuppgång är ett pressmeddelande om ny motorteknologi från lastbilstillverkaren Scania, enligt Steve Dawson. "I pressmeddelandet tar Scania upp frågor om teknologi som vissa möjligen har kopplat till vår verksamhet | |
----------------
ur DI för FYRA år sedan :
Sintercasts metod för framställning av kompaktgrafitjärn - ett mellanting mellan gråjärn och segjärn - är alltså aktuell. Materielet är slitstarkt och kan användas vid tillverkning av motorblock.
"Vi har stöttat Scania med utveckling av CGI-material (kompaktgrafitjärn) och bland annat tillverkat prototyper av cylinderblock åt Scania vid Halberg i Tyskland", säger Sintercasts VD Steve Dawson.
Sintercasts affärsidé är att sälja en metod som känner av exakt hur många gram magnesium som krävs vid tillverkning av kompaktgrafitjärn. Bolaget tar ut en royalty av gjuterierna per ton gjutet kompaktgrafitjärn.
Scania tillverkar självt uppemot 75 procent av motorblocken som används i bolagets europeiska tillverkning. Resterande block köper Scania av bland andra tyska Halberg Guss. Varje år tillverkar Scania omkring 50.000 motorer.
------
MAG Powertrain has received 148 Million € (189 Million $) in orders for Hybrid and Agile Systems from international automobile manufacturers. These orders include several special machines, CNC modules and transfer lines for Powertrain customers in the USA, Europe, India and Russia. All systems will be produced and delivered in the twelve months from November 2006 until November 2007.
-----------------------
Nu den 14 nov 2007 kommer denna bekräftelse på att Scania byter ut sina gamla bearbetningslinjer och sätter in nya grejor från MAG. Det är en linje för toppar och en för block och allt pekar alltså på att det blir CGI i både block och topp i de nya Scaniamaskinerna. Grattis Scania, men det var värst vad det tog tid.
-------------
Durocs dotterbolag Wikman Gerber erhåller provisionsaffär från Scania
2007-11-14 09:54
Som svensk agent för MAG-gruppen har Wikman Gerber erhållit sin hittills största provisionsaffär. Wikman Gerber har förmedlat ordern mellan Scania och maskinleverantören Ex-Cell-O Cross Hüller. Affären avser leverans av två hela produktionsliner till Scanias motortillverkning i Södertälje.
- Det här är naturligtvis en prestigeorder för Wikman Gerber och Swedish Tool-gruppen. Men den visar också på fortsatta satsningar inom svensk verkstadsindustri, vilket är positivt för hela branschen, säger Sture Wikman, ansvarig för försäljningen inom Wikman Gerber.
Wikman Gerber är specialiserade på helhetslösningar avseende verktygsmaskiner och produktionsliner till industrin och företaget representerar en rad maskintillverkare och varumärken världen över.
Ordern från Scania är en direktaffär mellan Scania och maskinleverantören Ex-Cell-O Cross Hüller, ingående i MAG-gruppen.
Affären omfattar två produktionsliner, innefattande flertalet bearbetningsmaskiner med tillhörande hanteringssystem. Den ena linen är för bearbetning av Scanias stora V8-block och den andra linen är för bearbetning av cylinderhuvuden. Leverans kommer att ske under 2008 och 2009.
- Investeringen gör vi för att öka kapaciteten i vår motortillverkning i Södertälje, förklarar Urban Enander på Scania Inköp. Det här är en av flera affärer vi gjort med Wikman Gerber genom åren och vi hyser stort förtroende för deras kunnande och för de huvudmän som de representerar, bland annat MAG-gruppen.
Wikman Gerber har under 2007 gått samman med Swedish Tool, Vislanda Maskin och Tool Center. Tillsammans utgör gruppen en av Sveriges största leverantörer av utrustning till verkstadsindustrin, med komplett sortiment omfattande ett 60-tal internationellt kända varumärken.
För ytterligare information, kontakta
Erik Albinsson, koncernchef i Duroc, tel 070-492 78 33
Sture Wikman, försäljningsansvarig Wikman Gerber, 070-590 56 89
Swedish Tool-gruppen
Wikman Gerber ingår i Swedish Tool Holding-gruppen. Gruppen omsätter ca 400 Mkr, har närmare 100 medarbetare och ägs av Duroc AB (publ) som är noterat på OMX Nordiska Börs Stockholm.
www.wikmantool.sewww.duroc.se -----------------------------------
|
Redan i mars 2005 visade Scania upp sig med Sintercast på en aktiespararträff i Göteborg.
| |
Tillsammans med Scania var Sintercast inbjudna till Aktiespararna Hisingen den 8 mars. Som ständig medlem åker jag så klart dit!
|
På aktiespararnas träff i Göteborg igår, visades en cylindertopp på 20,4 kg i Sintercast CGI. Se bif bild (som är lite dålig, eftersom den togs med min telefon). De gör en för varje cylinder för att vara modulära (passa de olika motorerna). Om man leker med tanken att topparna framöver blir i CGI, handlar det om ca 420.000 st per år, vilket motsvarar ca 170.000 normalmotorer (50 kg).
Scania ville så klart inte kommentera hur långt de har hunnit, med medgav i alla fall att de var med i utvecklingen.
Att de visar upp sig tillsammans med Sintercast, och låter Sintercast visa upp bif. topp får vi var och en värdera "värdet" av!
Toppen visas här
------------------------ |
2005-03-08 18:30 - 21:30
Aktieträff
Scania, som är ett världens ledande tillverkare av tunga lastbilar och bussar, presenteras av Nabil Adawi. Scania är ett av branschens mest lönsamma företag med produktion i Sverige och Brasilien. 95% av Scanias fordon säljs utanför Sverige. Service och finansiella tjänster står också för en betydande del av omsättningen.VD Steve Dawson,finanschef Dafner Uhmeir och operation manager presenterar Sintercast, noterat på O-listan. Företaget utvecklar och tillverkar utrustning för gjutning av kompaktgrafitjärn(CGI). CGI bedöms vara mycket intressant för tillverkning av dieselmotorer till person- och lastfordon eftersom motorerna får bättre hållfasthet. Bättre cylinderstabilitet ger mindre friktionsförluster och lägre oljekonsumtion. Det kan lossna ordentligt för aktien i år.
Lätt förtäring och utlottning avslutar kvällen.
Priset för medlemmar 30kr och för övriga 80kr.
Plats:
Wallenstamsalen, Ostindiska Huset N. Hamngatan 12, Göteborg
Avgift:
Medlem: 0 kronor
Icke-medlem: 0 kronor
Anmälan:
Anmälan senast 2/3 genom insättning på postgiro 649 00 91-3, Birgitta Peterson 031-701 71 38 eller e-post margareta.bynke@brevet .nu.
Företagslänkar:
Scania
ScaniaSinterCast
SinterCast--------------------------
ur DI :
Sintercasts grafit
intresserar Scania |
|
2003-01-16
Henrik Westman
Sintercast kan bli en vinnare när Scania investerar i gjuteriet i Södertälje. Lastbilstillverkaren utvärderar olika gjutmetoder, däribland Sintercasts process för framställning av kompaktgrafitjärn.
|
"Vi ska investera mycket pengar i vårt gjuteri och diskuterar vilken metod vi ska använda. Sintercastmetoden är ett av flera alternativ", säger Scanias informationschef Magnus Hahn. | |
------------------------
Toyota Land Cruiser
( Nya V8an med CGI-block inom parentes )
Motor
Längsmonterad 6-cyl ( 8 cyl ) V-motor
volym 3 956 ( 4461 ) cc. Max effekt 183(195) kW vid 5 200 r/min. Max vridmoment 380 (650) Nm vid 3 800 (1600 ) r/min.
Nästan dubbla kraften på halva vartalet!

Fartresurser
0-100 km/h 8,5 ( 8,2 )s.
Toppfart 175( 210) km/h.
Bränsleförbrukning
1,47( 1,03 )l/mil.
 0,44 l mindre förbrukning är en minskning som heter duga.
0,44 l mindre förbrukning är en minskning som heter duga.
--------------------------------
Toyota Land Cruiser V8 in Detail
En liter milen!
The new diesel engine block is cast in Compacted Graphite cast Iron (CGI) which offers increased strength (75% stronger compared to the engine block material of the outgoing diesel engine) while reducing weight (down 30%) to improve fuel consumption, weight balance and handling.
CGI is a kind of cast iron that is light, resists wear and corrosion, and is very resistant to heat and shock. By using CGI for the cylinder block, Toyota has reduced noise and saved significant weight when compared with equivalent engines.
Engine durability is further enhanced by fitting an oil scavenging system on the turbochargers to collect surplus oil and reduce blue smoke whenever and wherever you go, such as driving on an inclined road, turning and braking. The engine mounts are 1.5 times stronger than on conventional cars. Two electronically-controlled hydraulic mounts are used on the diesel engine to absorb vibration and enhance driving pleasure at low speed or idle.
Laboratory tests have simulated severe environment conditions to ensure the engine performs faultlessly in temperatures ranging from -30°C to +50°C.
To achieve low exhaust emissions a V8-style Exhaust Gas Recirculation (EGR) system is adopted with water cooling and a highly efficient, multi-layered EGR cooler. The EGR gas passages have been designed into the cylinder head to reduce the complexity of parts and weight. Furthermore, two rotary solenoid diesel throttles and linear solenoid EGR valves are used to reduce all visible smoke and avoid unstable combustion.
http://www.zercustoms.com/news/Toyota-Land-Cruiser-V8-in-Detail.html
----------------------------------
The 4.7-litre V8 is the a carryover version of the outgoing unit in the 100-Series LandCruiser. However, it has been improved to develop around 210kW of power and a less impressive 445Nm of torque. In Europe, the V8 petrol engine uses a claimed 14.4L/100km of fuel, which is an improvement over the outgoing model.
The turbo-diesel V8 has been adapted from commercial LandCruiser models; the addition of a second turbocharger is said to bring significant improvements in performance and refinement.
In Europe, the 4.5-litre twin-turbo V8 diesel engine delivers 210kW at 3600rpm and a whopping 650Nm at 1600rpm. Despite the weight increase it’s also claimed to use a relatively frugal 10.2L/100km.
For that reason the diesel is expected to account for the majority of sales............
http://www.drive.com.au/Editorial/ArticleDetail.aspx?ArticleId=43599
Toyota creates all-new diesel V-8 for 2008 Land Cruiser
by Editorial Staff
At the Sydney Motor Show in October Toyota unveiled a redesigned version of its venerable Land Cruiser full-size SUV.
Like the previous generation model, the new one shares a platform with the latest Lexus luxury SUV, the LX570. Prior to the mid-nineties, Toyota did offer diesel engines in the US market Land Cruiser but in recent years they have only offered gasoline V-8s.
At the US launch event for the new Land Cruiser Brian Smith, Toyota's truck and SUV marketing manager said that diesels are the dominant choice for buyers outside of North America. Smith indicated that at some point this new diesel could turn up at US dealers as well. In the US market the Land Cruiser has never been one of the top sellers among large SUVs with fewer than 3,400 sales in 2006. Nonetheless Toyota is projected that to more than double to 8,000 anually with the new model.
For overseas markets, Toyota is offering an all-new 4.5L diesel V-8 in the new Land Cruiser. The D-4D engine as it has been dubbed features a common rail injection system, the first time that Toyota has used this setup on a V-8 engine. In combination with a pair of variable nozzle turbochargers the new engine generates 286 hp at 3,600 rpm and 479lb-ft from 1600 to 2800rpm.
Each bank of the V-8 gets its own independent common rail injection setup which has 33 percent higher pressure than the older 4.2L inline six cylinder diesel from the last generation model. The 1,800 bar injection pressure helps facilitate finer more precise metering of the fuel. The use of this new injection system enables a pair of 1 mm^3 pilot injection strokes before the main pulse which helps reduce the noise from the combustion process by 3.5 dB compared to the old six.
The twin turbochargers have electrically actuated variable intake nozzles. The DC motors can make faster more precise adjustments to the turbo inlets than the more typical vacuum actuator. The combination of the new turbochargers and fuel system means the engine can respond better to inputs from the driver. With the engine following the driver's request more precisely, the driver is less likely to overshoot what's really needed contributing to improved efficiency.
The turbochargers are also equipped with the equivalent of a dry sump lubrication system. A scavenging system pulls out excess oil in the turbocharger housings, reducing the consumption and emissions. Emissions are further reduced through the use of an exhaust gas recirculation system to lower combustion temperatures and NOx production. The EGR passages have been integrated into the cylinder head castings. This reduces the part count for assembly, while the potential for leaks as well eliminating another source of noise from the connections that are eliminated. The manufacturing costs are also reduced.
In spite of the larger displacement and increased power, the new engine is significantly lighter than the old diesel. The combination of the V-8 block configuration and casting it from compacted graphite cast iron provides for a block that is 75 percent stiffer and 30 percent lighter than the inline six cylinder block. The stronger material and the stiffer configuration reduces the vibration and the noise produced by the new engine.
Compared to the previous diesel engine, the D-4D produces 40 percent more power and 50 percent more torque. The new engine pushes the nearly 5,800 lb Land Cruiser to 62 mph from a standing start in 8.2 seconds, one second faster than the 4.7 L gasoline V-8. The D-4D is compliant with current EURO IV emissions standards but not with US Tier 2 Bin 5 standards. On the European Union combined mileage cycle the 4.5L diesel is rated at 23 mpg compared to 16.3 for the 4.7L gasoline engine.
For the time being Toyota is only offering this new diesel V-8 outside of North America. Toyota spokesman Curt McAllister confirmed that although Toyota is looking at alternative fuels the company has no immediate plans to offer the new diesel to American consumers. At the Los Angeles Auto Show introduction of the 2008 Sequoia, Toyota did announce plans to offer a flex-fuel version of the 4.7L V-8 in that vehicle. According to McAllister there are currently no plans to offer the flex-fuel engine in the Land Cruiser either. If the new fuel economy regulations do get enacted by the US Congress, these plans may change
Link : http://www.dieselforecast.com/ArticleDetails.php?articleID=411
That’s a mighty fine looking truck, pardner... |
|
Er yes, thank you. It may not be familiar to those of you outside North America, but Ford’s F150 has been America’s best-selling full-size pickup for 30 years, the truck that has sustained the Blue Oval through some of it leanest times – and we’ve caught the all-new 2009 model fully undisguised well before its debut next January at the Detroit motor show.
The biggest news is the introduction of a diesel model - a first for Ford’s icon. Powered by a version of the 3.6-litre V8 diesel currently found in the Range Rover, but bored and stroked to a 4.4-litres, the biturbo diesel F150 is expected to pump out 330bhp and a hefty 525lb ft of torque. Plenty of blue-collar muscle for hauling boats, caravans and horseboxes.
Sintercast of Sweden is providing the High Tech for the production
..........................
DETROIT — These prototype photos tell only part of the story, but Ford’s best-selling F-150 pickup truck is in for a major overhaul. Automotive insiders predict that Ford will have a completely new F-150 in Ford dealer showrooms within 15 months, or sometime late next summer. The 2009 model, whatever its changes, will compete directly with Toyota’s new Tundra pickup, a vehicle seen as a direct threat to the historical dominance of the U.S. light truck market by Ford, Chevy and Dodge.
Like negative intelligence in the military, the fact that a lot is hidden in the new photos above and at right could mean that much is planned. What we can see is that Ford is planning a completely new front-end clip, with a newly traditional three-bar grille and centered blue oval emblem. Headlights and parking lights are stacked in a distinctive arrangement, while running lights are stationed in the bumper at the lower outside corners. The wheels are extra-fancy, appearing to offer dual spokes in a seven–spoke pattern.
-------------------------------
Spied: 2009 Ford F-150 - Car News |
|
Ford can’t afford not to redo this bread-and-butter vehicle.
BY ALISA PRIDDLE, PHOTOGRAPHY BY KGP PHOTOGRAPHY
May 2007
| |
| We know, the master cladders at Ford Motor Company have left almost everything to the imagination with this spy shot of the next-generation F-Series pickup, which is expected to debut for the 2009 model year.
But as the truck moves into final confirmation prototypes, a number of them were caught road testing—in three cab configurations. Spotted in Detroit have been standard short cab, extended cab (like the one pictured here), and four-door crew cab ’09 versions, suggesting Ford will be ready to rumble with a full lineup when the trucks launch next year.
The few glimpses through the cladding reveal a large three-bar grille, and it appears the headlights of the new F-150 will not share the tall, stacked treatment given the new Super Duties.
We admit, we were surprised last October when Ford, in delivering the grim news of layoffs and plant closures in its updated Way Forward restructuring plan, added fairy dust with the announcement it was redoing the pickup.
The current generation launched for ’04 as what amounted to five different pickups, each with distinct interiors to appeal to diverse buyers—including, for the first time, luxury vehicle buyers. Ford was acting on research that said luxury buyers want maximum luxury, sportier guys want ultra sport, and buyers of a base truck want it really stripped down.
While every variant offered the standard three-across seating in front, the current-generation F-150 was the first to offer a center console in a pickup, a nod to the luxurious side of truck ownership that the Lariat was designed to tap into. The spy shots of the pending trucks show a generous center armrest with plenty of storage.
Ford launched the current F-Series with the lofty goal of selling 1 million annually, with plants in Dearborn, Norfolk, Virginia, and Kansas City tooled up for the challenge. It was a bold goal, given that the pickup had averaged 800,000 per year over the previous five.
And, in the end, it proved mission impossible. The closest Ford came to the million mark was in 2004, when the new truck was fresh and exciting, and the automaker sold 891,000 light duties and 940,000 with heavies added. Sales have tapered off ever since, and through April of this year, light-duty F-Series deliveries are running 10.4 percent behind year-ago’s pace, according to Wards Automotive Reports data.
The F-150 is the automaker’s single-largest profit contributor, at about $5,000 per unit on annual sales in the 800,000 range—which means Ford can’t afford not to redo its bread-and-butter vehicle. | |
----------------------------------
Future Truck: 2009 Ford F-150
Artwork: Mark Stehrenberger Posted: 01-18-07 20:31 PT Posted: 01-18-07 20:31 PT
© 2007 PickupTruck.com
Page: [1]
There's no more important vehicle to Ford than its F-150 pickup. With sales off 11% in 2006, and all new full size pickups from General Motors and Toyota heading to dealer lots, it's make or break time for the F-Series and Ford's financial future. The 2009 Ford F-150 has to be a homerun.
Rumors say to expect a beefed up triple bar grille that's more aggressive than the current truck, but not as strong as some F-Series enthusiasts believe it should be for a truck that's been the number one selling vehicle in the US for 30 years.
A sneak preview of two versions of the next gen F-150 was granted to a select group of workers and journalists late last year as part of Ford's "Showroom of the Future" event which took the wraps off many upcoming Ford cars and trucks expected between now and 2010.
New powertrains options will emphasize power along with fuel economy and will feature a six speed automatic transmission for the V8 lineup and possibly a new 4.4-liter 1/2-ton diesel engine option.
| Like This Story? Check out our interview with Todd Eckert, Ford Trucks Marketing Manager, to discuss the new 2008 Ford F-450 Super Duty. |
------------------
Spy Shots: 2009 Ford F-150
Posted May 3rd 2007 6:03PM by John Neff
Filed under: Spy Photos
e're betting Ford wants to get the new 2009 F-150 to dealer lots as soon as possible. With increased competition from the new Chevy Silverado and the Toyota Tundra stealing market share, the F-150's title as the best-selling vehicle in the world, a mantle it has worn for decades, is under serious threat this year. The revised 2009 F-150, however, is meant to address this threat head on. While we don't know anything about what mechanical improvements are being planned, these fresh spy shots from The Car Connection show that a styling update will help Ford's best-seller remain a relevant player.
Being that the F-150 is the most important product in Ford's portfolio, the level to which to the automaker has gone to obscure its new styling is extreme. Nevertheless, we can see that the F-150 will receive a version of the corporate chrome three-bar grille. It also appears that its headlights will remain in proportion to its body rather than taking on the "stacked" look of the new Super Duty's lamps. Unfortunately, foam was placed beneath the camoflouge cover in strategic places to hide the truck's new lines, so what we see is an F-150 that looks bundled up for winter in a heavy down coat. We concur with TCC that the 2008 Detroit Auto Show is the likely time at which the 2009 Ford F-150 will debut. After all, the best-selling vehicle in the world needs the world's biggest automotive stage to make an entrance. Click on the Read link to view all 10 spy shots that were snapped.
--------------------
Looks like the 2009 Ford F-150 is getting close to production.
Being that the F-150 is the most important product in Ford's portfolio, the level to which to the automaker has gone to obscure its new styling is extreme
Look for a debut of the 2009 Ford F-150 at next year's Detroit Auto Show with sales beginning in the fall of 2008
Being that the F-150 is the most important product in Ford's portfolio, the level to which to the automaker has gone to obscure its new styling is extreme
MIKE @ May 3rd 2007 7:51PM
This truck is suppose to have the new "BOSS" engine thats a 6.2 rumored to have 425hp and a 4.4l diesel rumored to have 300hp and 400lb+ torqe, with these new engines and restyle the F150 will stretch its lead out again while looking for GM, Dodge, and the jap crap to catch up. As for Mike, trust me Ford cannot get 300hp out of a 4.4 diesel. They dont have the knowhow. Those that can get 300hp out 4.4 liters like VW or Mercedes, they will give you about 550 or more torque not 400. Try again. Chevy all the way!
------------------------------------
Min sammanfattning.
Tester nu och framöver.
Debut på NAIAS i jan 2008.
produktionsstart i Juni 2008
I hallarna i augusti 2008.
Försäljning nu är ca 55.000 F-150 i månaden. Det ger 660.000 om året. Som mest var de uppe i nära miljonen. Låt oss tro att dieseln på 4,4 liter kommer i ca 400.000 bilar , till en början. Det är då breakeven på bara den för Sintercast eftersom detta är tunga block och sannolikt motsvarar ca 40.000 ton om året. |
I senaste rapporten skrev Sintercast :
Ytterligare produktionsprogram inom tunga fordon förväntas att annonseras före utgången av 2007.
Ytterligare SinterCast-CGI komponenter förväntas släppas till serieproduktion före utgången av 2007.
----------------------------
| MAG Wins Machine Orders for CGI Cylinder Blocks |
| |
| |
September 24, 2007 -- MAG Industrial Automation Systems has won major volume production orders for machining lines to process compacted graphite iron (CGI) vee-diesel engine cylinder blocks in four facilities in North America. The lines will use hundreds of machining centers. Roger Cope, vice chairman of MAG Industrial Automation Systems and president of MAG International, says that in 2006 MAG supported CGI simultaneous engineering projects for US OEMs, adding that three of the four new lines will eventually double in capacity because of customer demand.
Cope has not revealed his OEM customers - but Cummins, Ford, General Motors and Navistar International have all announced new, vee-diesel engine programs. The new engines will appear between 2008 and 2010. He predicted that diesels will dominate the US pick-up and SUV sectors, and that most of the new vee-diesels will rely on CGI cylinder blocks.
Luiz Tarquinio S Ferro, president and chief executive officer of the Tupy SA foundry in Joinville, Brazil, believes CGI will become the dominant material for vee-diesel cylinder blocks as well as commercial vehicle cylinder blocks and heads. Tupy will supply over 50% of the North American diesel engine market with CGI cylinder blocks - and may even undertake substantial machining. CGI can provide weight savings of 100 to 120kg over conventional grey iron. Ford has developed V6 and V8 diesel engines, with CGI cylinder blocks, made at Dagenham. The company has on the stocks a new 4.4-litre V8 for the Ford F-Series pick-up trucks and a 6.7-litre V8 engine. Both will be built in Chihuahua, Mexico, on MAG lines.
Source: Production World |
----------------------------------------
Varför kan inte det följande komma offentligt från Sintercast ? Alla synes ju veta vad som kommer.........
Skall vi skicka det till Scania ?
-----------------------------------
Dagens Nyheter
Uppdaterad 19 januari 00:00
Scania: Etanol bäst för dieselbilar
SÖDERTÄLJE. Lastbils- och busstillverkaren Scania är säker på att framtidens tunga fordon om tio år får motorer som är fria från utsläpp av både partiklar och kväveoxid.
Hasse Johansson är forskningschef hos Scania. Det är en tuff uppgift i dessa tider. Världen kämpar för att få ned koldioxidutsläppen för att förhindra den globala uppvärmningen.
Lastbilarna har hamnat riktigt i skottgluggen även om vägtrafikens utsläpp endast är 10 procent av de totala utsläppen, enligt Sternrapporten.
Hasse Johanssons jobb är att möta framtida krav på miljövänligare fordon och samtidigt konstruera sådana bilar som kunderna vill ha och har råd att köpa.
- Utmaningen är att förstå hur kunderna använder produkten, säger han utan att verka orolig inför framtiden.
Vi får besöka forskningens absoluta center på "Berget" där de olika ansvariga för de 128 huvudprojekt som för tillfället hålls igång möts en gång i veckan för att berätta vad som är bekymmersamt. Något annat finns inte tid att prata om.
Av Scanias omsättning investeras fyra procent i forskning och utveckling. Av denna verksamhet sker 95 procent i Södertälje.
Forskningen drivs i tre huvudprocesser: en för framtida fordon, en för redan existerande fordon och en för problemlösning.
Han ger en tillbakablick. Tillverkarna av tunga fordon drivs av tvingande lag mot allt renare motorer. Utsläppsgränserna flyttas med jämna steg framåt. Med dagens Euro 5-norm släpper motorerna ut 90 procent färre partiklar och 75 procent mindre kväveoxid jämfört med Euro 1 från 1992.
Hos Scania är stoltheten stor över att Euro 5 kunde klaras utan att det behövdes några extratillsatser till dieselbränslet. Medan flera av konkurrenterna hävdade att det krävdes tillsats av Addblue, som tankas i en separat tank, så hävdade Scania att det skulle gå med hjälp av bland annat en förbättrad återcirkulation av avgaser in i förbränningen.
Det var tre-fyra år sedan Scania förstod att det skulle gå, berättar Hasse Johansson. I år gjorde de nya 5- och 6-cylindriga motorerna som klarar Euro 5 utan tillsats debut. Förbättrad kylning av avgaserna med både vätska och luft, styrbar turbo (variabel turbogeometri), högre tryck vid insprutningen i cylindrarna (850-2400 bar) av dieselbränslet ger bättre fördelning och förbränning. Därutöver förbättrades motorstyrningen.
Varför var det så viktigt att undvika tillsatser?
- Kunderna föredrar den här lösningen, svarar han och tillägger:
- Vi är produktledare. Vi använder alltid den bästa tekniken.
Men renare motorer i all ära. Koldioxidutsläppen står i direkt proportion till förbrännningen. Ju mer bränsle som eldas upp - desto mer koldioxidutsläpp.
Scania försvarar sig med att det från 1970 till 2000 skett en halvering av koldioxidutsläppen per tonkilometer i Sverige. Effektivare motorer, bättre däck med mindre rullmotstånd, bättre aerodynamik som ger mindre luftmotstånd och större fordon som kan ta mer och tyngre gods ligger bakom den utvecklingen.
Till 2020 räknar Hasse Johansson med att det ska gå att pressa ned utsläppen med ytterligare 50 procent.
Men nästa stora steg är utsläppsnormen Euro 6 som införs 2013.
Då väntas insprutningstrycket öka ytterligare. Redan idag görs experiment med 4000 bars tryck.
- Det är bara fördelar med högre tryck. Men det ska hålla också...
Scania stänger inga dörrar mot framtiden.
- Vi kan göra en motor som går på vilket bränsle som helst. Vi måste anpassa oss till många slags bränslen.
Etanol (sprit) används redan av Scaniabussar. Det bränsle de kör på är till 95 procent sprit samt 5 procent tändförbättrare. Hasse Johansson står för den tuffa uppfattningen att personbilsindustrin skulle satsat på etanol som bränsle i dieselmotorer; inte i bensinmotorer. Det blir dubbelt så bra, hävdar han.
Hybridteknik (ett system för återvinning av rörelse- och bromsenergi) som kan ge uppemot 25 procents bränslebesparing är heller inte något nytt i Södertälje. I 20 år har Scania arbetat med hybrider vars främsta användningsområde är i stadsbussar och distributionslastbilar som startar och stannar ofta.
Snart ska flera hybridbussar ut i provtrafik.
Problemet är att få kunderna att betala för den ännu rätt så dyra tekniken. Uppemot 50 procent dyrare skulle en distributionslastbil bli.
Biodiesel, syntetisk diesel, metanol eller dimetyleter (DME) är också bränslealternativ.
- Helst vill vi att det ska vara ett flytande bränsle.
Gastankar väger mycket och tar större plats vilket minskar lastutrymmet.
- Gas är olämpligt att ha med på fordon.
När det gäller vätgas och bränsleceller är skepsisen stor.
- Jag är tveksam till detta. Det har alltid legat 25 år bort.
Hasse Johansson berättar om svårigheterna med att framställa, lagra, transportera samt förvara vätgas i fordonen.
Nej visionen om framtidsfordon är nygammal á la 1900 kallt.
- Idealet är elektriska fordon.
Då kan elektriciteten alstras under stordriftförhållanden. Men fortfarande saknas bra möjligheter för fordon att lagra elenergin. Världens biltillverkare väntar på bättre batteri- eller kondensatorteknik.
På 1990-talet fattade Scania några viktiga strategiska beslut om att behålla kunskapen om bränsleinsprutning och motorstyrning inom företaget i stället för att bli kund hos någon stor underleverantör.
Framöver krävs framsynta beslut om inriktning på bränslen och hybrider.
Scania tror på att gifta ihop den traditionella bensinmotorn (Ottomotorn) med dieselmotorn och få fram en ny slags blandmotor vilken om cirka tio år ska resultera i att utsläppen av partiklar och kväveoxid ska upphöra.
-----------------------------------
Scania chooses Fanuc CNCs for new CGI machining lines
09/01/2008
Fanuc GE has been chosen as the sole supplier of CNCs by Sweden's Scania for new machining lines.
The line will produce a revised version of its flagship 15.6 litre V8 truck diesel engine, leading to a substantial volume increase in its V8 engine manufacture. The "unmatched reliability" of the Fanuc GE Series 31i CNCs was one of the prime reasons for the choice of Fanuc GE controls.
Fanuc CNCs boast MTBFs of greater than 10 years; Scania established that its existing Fanuc controllers far outperformed the competition in terms of reliability. Factors such as high reliability, long-term availability of parts and ease of maintenance all reduce the overall Total Cost of Ownership (TCO).
Only Fanuc GE Series 31i-A CNCs will be used on the two machining lines which will be supplied during 2008/9 by the MAG Powertrain Group of Germany. The two lines will be used to rough and semi-machine cylinder blocks and heads for the new range of engines. Both the cylinder heads and blocks will be made from compacted graphite iron (CGI), a high strength material that will help to reduce emissions. Start of production is expected around the middle of 2009.
The Fanuc GE CNCs will use a production HMI called ‘FANUC Auto HMI-NC’, negating the need for PCs at the front-end. These specialised HMIs are customised to simplify production monitoring and operation in an automotive environment, making it easy for operators to move between machines, and facilitating management of production and machine maintenance.
As the CNC alone controls each machine, all the potential pit-falls of PCs such as instability, dangers of viruses, short life-cycles, etc. are avoided. In fact, Fanuc’s long-term commitment, with guaranteed availability of spare parts for 25 years, was another key factor in the decision making process.
http://www.machinery.co.uk/article/12644/Scania-chooses-Fanuc-CNCs-for-new-CGI-machining-lines.aspx
--------------------------
Inte ett ljud om CGI-tekniken .........och ...........det är frågan om vi inte snart har ett förhållande mellan de faktiska omständigheterna och marknadsinformationen som är i strid med börsreglerna angående tvingande underrättelser om kurspåverkande information. Många på Scania som inte är insiderregistrerade vet vad det handlar om. Fram i ljuset nu!
------------------------------
Sweden: Scania makes the big step to CGI
By Automotive World staff writer
16 November, 2007
Source: Automotive World
Scania is to use compacted graphite iron (CGI) for a revised version of its flagship 15.6-litre V8 truck diesel engine due in 2009. The company has been spurred on by its competitors, and by emissions requirements, to make the move to the more expensive, high strength grey iron.
The Swedish OEM is purchasing new machining lines for the programme from Ex-Cell-O CrossHüller, part of MAG Industrial Automation Systems of Sterling Heights, Michigan, US. It is understood the new machining lines will lead to a substantial volume increase in V8 engine manufacture.
The two machining lines will be used to rough and semi-machine cylinder blocks and heads for the new range of engines. Both the cylinder blocks and heads will be in CGI. As many as 35 machines could be involved. The CGI components will be supplied both from Scania's own foundry as well as a foundry in Germany.
This is a full-scale machining contract in which Ex-Cell-O CrossHüller will supply the full range of machining equipment. However, other aspects of the lines, such as washing machines and coordinate measuring machines, will be supplied by other vendors. Honing machines will also be purchased separately, most likely from Germany also.
MAG has declined to discuss the value of its contract with Scania but it is thought it could be worth in the region of 60% of the total contract for the manufacturing lines. A full-scale machining line for a typical truck engine can cost in the region of US$30m.
Scania is already well equipped with machining lines from HüllerHille, also part of MAG, so the company has good experience of the group's machine tools. It is understood that MAG won the contract, against competition from Heller and Grob, also on price/performance and quality. Also, of course, MAG has delivered machining lines to other companies making CGI components.
The first machines will be delivered to Scania in late 2008 and early 2009. Job 1 or start of production (SOP) is expected to begin by at least mid 2009. MAG will supply the first set of tooling for the lines to meet quality and cycle time requirements, but Scania will be responsible for follow-up purchases. It is expected that Scania will purchase many of its cutting tools from Sandvik, which already supplies the company.
The move to CGI will not be a major step for the company. The high strength grey iron already used by the company for its truck diesels is already very close to CGI and therefore the step to full CGI will not be very great. On the basis of this, Scania's production engineers already have experience of roughing, semi-finishing and honing, as well as drilling and tapping high-strength grey iron. But, as with all CGI components, machining is not the issue - the main problem is one of tool life.
In September MAG announced it had won major volume production orders for machining lines to process CGI vee-diesel engine cylinder blocks, but declined to name its customers. It is known that MAG is supplying Ford's Chihuahua Engine Plant, Mexico. General Motors also has a new vee-diesel engine programme, and so too does Navistar; now Scania has been named. The company is also supplying other engine makers and so its shops in Europe and North America are busy with these orders, which could involve well over 100 machining centres.
-------------------
Durocs dotterbolag Wikman Gerber erhåller provisionsaffär från Scania
Som svensk agent för MAG-gruppen har Wikman Gerber erhållit sin hittills
största provisionsaffär. Wikman Gerber har förmedlat ordern mellan
Scania och maskinleverantören Ex-Cell-O Cross Hüller. Affären avser
leverans av två hela produktionsliner till Scanias motortillverkning i
Södertälje.
- Det här är naturligtvis en prestigeorder för Wikman Gerber och Swedish
Tool-gruppen. Men den visar också på fortsatta satsningar inom svensk
verkstadsindustri, vilket är positivt för hela branschen, säger Sture
Wikman, ansvarig för försäljningen inom Wikman Gerber.
Wikman Gerber är specialiserade på helhetslösningar avseende
verktygsmaskiner och produktionsliner till industrin och företaget
representerar en rad maskintillverkare och varumärken världen över.
Ordern från Scania är en direktaffär mellan Scania och
maskinleverantören Ex-Cell-O Cross Hüller, ingående i MAG-gruppen.
Affären omfattar två produktionsliner, innefattande flertalet
bearbetningsmaskiner med tillhörande hanteringssystem. Den ena linen är
för bearbetning av Scanias stora V8-block och den andra linen är för
bearbetning av cylinderhuvuden. Leverans kommer att ske under 2008 och
2009.
- Investeringen gör vi för att öka kapaciteten i vår motortillverkning i
Södertälje, förklarar Urban Enander på Scania Inköp. Det här är en av
flera affärer vi gjort med Wikman Gerber genom åren och vi hyser stort
förtroende för deras kunnande och för de huvudmän som de representerar,
bland annat MAG-gruppen.
Wikman Gerber har under 2007 gått samman med Swedish Tool, Vislanda
Maskin och Tool Center. Tillsammans utgör gruppen en av Sveriges största
leverantörer av utrustning till verkstadsindustrin, med komplett
sortiment omfattande ett 60-tal internationellt kända varumärken
-------------------------
Frågor och svar från en kapitalmarknadsdag hos Scania våren 2004
Efter ca 13 minuter så kommer en fråga som ställts via internet. Det var jag själv som ställde frågan.....
Frågan och svaret om CGI :
Fråga:
Will Scania follow the other leading truckengineproducers in using CGI for engine blocks and heads?
Svar från Hasse Johansson chef för FoU:
Yes, in the years to come we will for sure use whatever is possible because we need to increase the combustionspressure to improve the efficency of the engines in the future. Right now we do not need CGI but as I said, in the years to come we need that kind of strength to improve the efficency of the engines. So we will follow that trend. Yes.......
---------------
Ny Teknik okt 2002
Avgasregler tvingar fram nytt järn i lastbilsmotorer Nästa generation motorer i tunga fordon tillverkas av kompaktgrafitjärn. Materialet tål förbränning under högt tryck, en förutsättning för att kraftigt minska utsläppen. Volvo och Scania arbetar nu tillsammans med gjuteriföretag för att utveckla teknik för att bearbeta det nya materialet.
- Nu är det inte längre en fråga om kompaktgrafitjärnet börjar användas, utan när, säger Tobias Björklind på Scanias gjuteri.
---------------------
Fem år, kan det vara lagom ?
Ur Dagens Industri 2003 ...
Intressant läsning där viss koppling DAF -Tupy finns
En koppling mellan DAF och Tupy har ju diskuterats under några år. Ännu ett exempel:
"BRAZIL: Tupy 'close' to agreement to supply CGI blocks to DAF"
DAF finns ju som bekant även med bland kunderna på Tupys europeiska hemsida.
http://www.tupy-europe.de/en/menu_top/products/references/"TUPY as a leading worldwide foundry supplies many well known vehicle manufacturers and systems suppliers on all continents.
Europe: Audi, DAF, Ford, Iveco, Jaguar, MAN, MTU, Perkins, PSA, Sauer Danfoss, VM Motori"
Sen har jag hittat nedanstående från juni 2006 (översatt från portugisiska med BabelFish) som ännu tydligare visar kopplingen mellan DAF - Tupy, men även CGI.
"The technology of production of blocks in casting iron to vermicular unknown age in rare Brazil and in the world. They had been almost ten years of development until, in 2003, they had left the oven the first samples. In the following year the first contract was closed, right-hander for the Exterior, to develop and to supply blocks the Ford in England, where it equips models of the Jaguar, V6 engine, and Land Rover, V8.
Other contracts had been closed later with Audi, in Germany, DAF, dutch manufacturer of trucks, and also with the department of competitions of the Toyota, in the United States, where the technology is applied in bólidos that they dispute the Nascar."
Oavsett DAF tror jag att vi kan vänta oss nyheter på lastbilssidan före eller i anslutning till kommande CV-show i april...
----------------------------
Då hade Mortimer rätt i augusti
Mortimer
In addition, Tupy also is ramping up to supply CGI blocks to DAF and MAN, as well as Navistar International for its new MaxxForce engines.
---------------------------------
Tupy :
Vi betraktar tunga motorblock och cylinderhuvuden i CGI som ett nyckelområde för tillväxt och vi stödjer för närvarande produktutveckling av motorer i CGI för tunga fordon som kommer att mer än fördubbladen sammanlagda MAN- och Internationalvolymen.
-------------------------




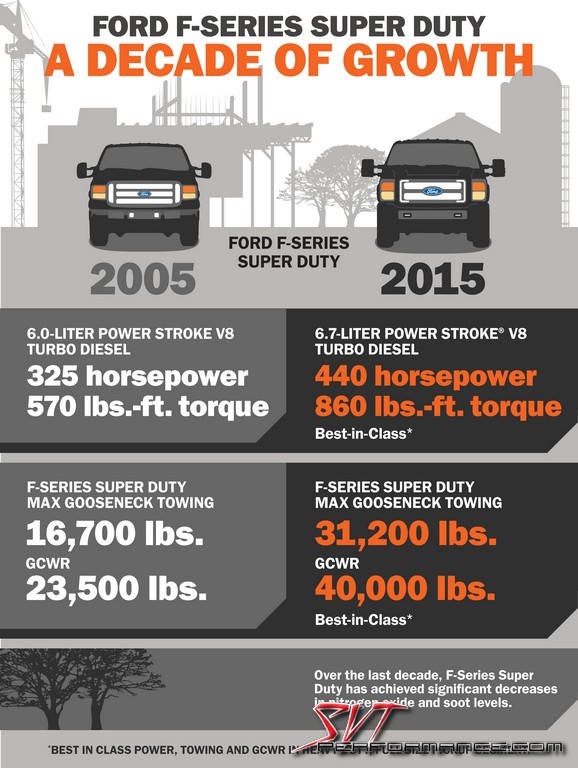



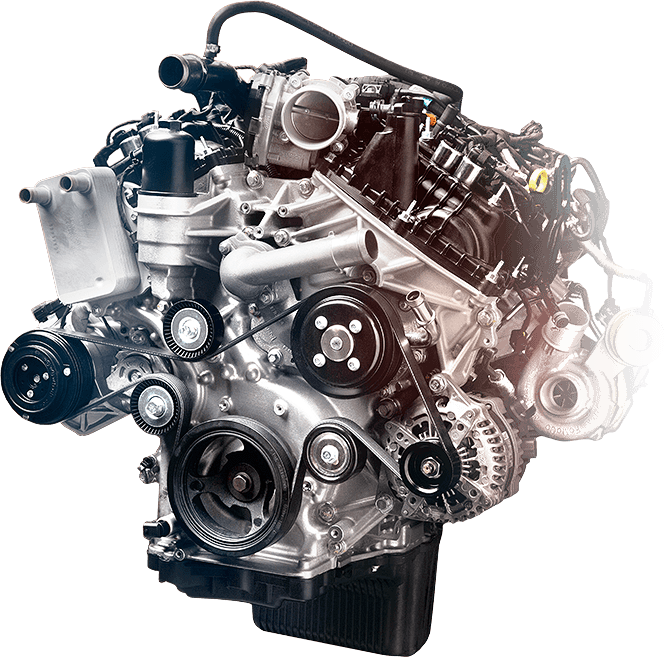




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
En VW presentation av sina nya motorer finns här:http://www.cargroup.org/assets/speakers/presentations/40/schmidt_oliver.pdf
Notera hur väl man här maskerat bort vad det är för material i blocket i EA888n .